即使近年來台灣工具機暨零組件產業持續推動共通規範,期待提高自製率。惟若依照精密機械業的「母性原理」,即加工物件精度絕不會高於所使用的加工,業者最終仍須仰賴國內外高階品牌工具機,才能秉持80/20原則,提升核心競爭力,進而投入生產高階臥式加工機、機器人、電動車所需精密齒輪等關鍵零組件。
舉凡現今高階工具機、機器人、電動汽(機)車減速機,甚至是在能源業的渦輪發電機中,齒輪都是關鍵核心零組件,常用來承受來自馬達高轉速衝擊,並將扭轉而傳遞動力。尤其是精密工具機與各種產業機械要求高速、穩定、安靜的加工運轉,高精度與高品質的齒輪絕不可少,加上近年來工具機廠及塑膠機械產業客戶更不斷朝高階產品市場進軍,不管是品質、性能與耐用性都必須再升級,才能滿足客戶新一波的需求。
多軸關節型機械人也使用高減速比高精度減速機,藉以增加扭矩並維持機器人的高精度運動。目前全世界供應高精度減速機的前三大廠商分別是Nabtesco的RV減速機(市占率60%),Harmonic drive諧波減速機(市占率15%)、Sumitomo擺線齒輪減速機,三者背隙與傳動精度,皆必須小於1弧分,由上而下(Top-down)的設計概念推估,需個別零件精度要求高,才能達到目標精度。
因此對於精度、剛性要求更高,須達成的加工製程與條件十分嚴苛,以免影響到傳動機構的使用壽命與模組的可靠性,禍及最終加工效率及工件品質;且按照精密機械業的「母性原理」,加工物件精度絕不會高於其加工機精度,勢必須引進國內外最頂尖加工機種與檢(量測)測設備,甚至於被視為同業之間的軍備競賽。
| 圖1 : 多軸關節型機械人也使用高減速比高精度減速機,藉以增加扭矩並維持機器人的高精度運動,所以對於精度、剛性要求更高,須達成的加工製程與條件十分嚴苛。(source:i.ytimg.com) |
|
齒輪加工業投入軍備競賽 追求高效與品質競爭力
目前由台灣齒輪加工大廠台穩精密工業公司生產的齒輪箱,便因為採用高硬度及韌性的高級鋼材做為齒輪軸系,憑藉著廠內大量進口歐日系高階齒輪研磨與加工設備,搭配嚴謹的製程管理與高精密加工技術,組成產品後運轉至為安靜,扭力超強,吸引工具機業的喬福、威赫、伍將、三鋒、順詮、浩穎、榮富,以及製造印刷機的添進裕等數十家廠商紛紛下單採購。
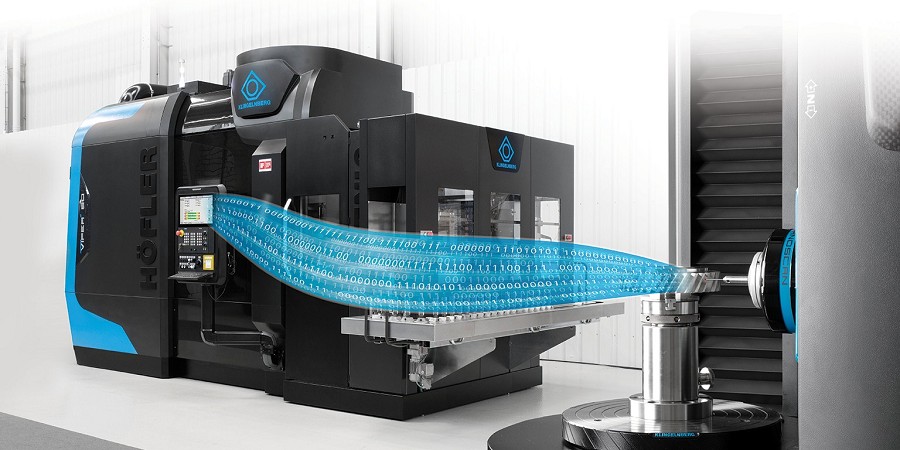
為了持續提升該公司加工精密齒輪與工業齒輪箱的生產品質與精度,以穩固市場領導品牌地位,必須適時更新精密齒輪加工設備。台穩除了先前已斥資數千萬元添購德商Hofler齒輪研磨機、日商東京技術CNC齒輪檢測機等業界最頂尖的齒輪加工與檢測設備,可用來生產錐度齒輪、擺線齒輪等特殊齒輪,及產業機械用客製化大型齒輪箱,鎖定進攻壓鑄機、塑橡膠機械與鋼鐵機械等市場。
今年更針對於車銑、研磨齒輪等關鍵製程所需設備汰舊換新,以著手降低生產成本,縮短交期,避開紅海市場,再度添購多台高性能齒輪研磨加工生產與檢驗機台。包括向母公司台中精機採購VT-A200雙主軸車銑複合加工機、Vcenter P-76立式加工機,同時引進高精度平面磨床、內孔外徑雙主軸複合磨床與雙齒腹嚙合檢驗機等,總投資額近2,000萬元,將可以大幅提升該公司產品品質與生產效能,期待能有效提高自製率,並落實產品零不良、機台零故障及廠區零災害的「三零」目標。
台穩表示,由於每顆齒輪製程少則8個,多達15個,若能將製程中70%都在自家廠內生產製造,不但能兼顧品質、成本與交期「三贏」的局面,滿足工具機廠客戶少量多樣、客製化的要求。進而滿足客戶的多元需來開拓新的業務來源,如已規劃在工具機與產業機械客戶外,進軍自動化、半導體與電子設備製造等新市場,即為台穩永續營運建構出更堅實的第三支腳。

| 圖2 : 台穩必須適時更新精密齒輪加工設備,期待能有效提高自製率,並落實產品零不良、機台零故障及廠區零災害的「三零」目標。(攝影:陳念舜) |
|
大昌華嘉引進德系基因齒輪加工機
至於在零件製造過程中,為了瞭解並監控尺寸與品質變化,必須定期抽取樣本檢驗,作為長期製程能力分析與製程改善的依據。在關鍵的加工製程階段進行工件尺寸檢測,並適時修正必要的加工參數,可即時導正製程並縮小零組件之間的尺寸差異,使製程能力得以提升,同時降低加工不穩定性。
台灣大昌華嘉公司(DKSH)精密機械部產品經理黃晉祥指出,近5年來已有越來越多台灣廠商開始投入齒輪研磨等級加工作業,又分為屬於大批量加工型態的汽機車產業,以及多樣少量加工模式的工具機、機器人產業,無法利用現有加工機台達成所需精度、效率及表面粗糙度。由該公司代理引進的Klingelnberg品牌則為全球齒輪加工產業的指標大廠之一,設備精度高、公差範圍小,同時自主開發的計算、製造與測量軟硬體,不像其他品牌僅對外採購市售軟體模組,長期在技術領域保持領先地位。
Klingelnberg自從1993年收購位於瑞士的Oerlikon Geartech AG與新一代傘齒輪加工機,不僅降低了生產成本,提高齒輪精度,且所有隸屬於此系統的工具機皆可協同精/粗加工;搭配Klingelnberg功能強大的KIMOS設計軟體和Closed-Loop閉迴路概念,確保整體製程鏈透明、可追溯的精度品質。
如今Klingelnberg利用All-in-One設計,得以單次裝夾完成多種測量項目,適用於位置、形狀、直/傘/螺旋齒和粗糙度等多種量測,自模數0.5起可實現全自動粗糙度測量;導入簡單的圖形編程介面和軟體操作理念,快速獲取結果,節省大量時間。
多功能獨家專利3D掃瞄測頭,可在所有座標上進行數位測量採集資訊;並搭配溫度補償,提高測量結果的可靠性,機台適用於環境溫度範圍在15~35℃車間,且可直接安裝於產線上,縮短運輸時間,也減少寶貴的測量空間需求。藉此提高從首顆到上萬顆齒輪相同的加工效率及精度開始,有效減少廢料,實現節能減碳目標。
並在2012年收購Hofler Maschinenbau GmbH的核心業務,擴大了Klingelnberg產品組合,增加中小型圓柱齒輪加工應用,加強其原本單一來源系統的供應商地位。因為Hofler採實際應用導向研發機台,滿足不同產業從大批量到多樣少量化生產需求。
所提供的圓柱齒輪加工技術不僅降低了齒輪生產成本及提升精度,藉其精細化設計,得以靈活應對各類齒輪從粗加工到精加工的整體製造流程,包括製程設計、切削、測量、去毛刺、研磨和品質控制,只要客戶提供齒輪設計CAD圖檔,就能將生產效率最大化,穩定且快速量產。齒輪生產軟體(Gear Production)則是成功完成以上各步?的關鍵要素,可在研磨開始前,預測出熱處理變形並進行調整;符合工業4.0標準的閉迴路品質控制,還提供了最佳化製程和簡便操作,提高日常生產效率。
現在Klingelnberg還添加了最新光學量測技術,與原有接觸式測頭混合成為模組,前者可用來量測圓柱齒輪的節距、齒厚和偏擺(ronout),將總測量時間最多縮短40%;後者精度較高,用於量測齒形、導程的。藉此滿足對於精度嚴格要求的齒輪測量和日益複雜的驅動零組件需求,提供最佳測量技術、設備及KOMET軟體的概念,透過閉迴路量測結果,蒐集並修正機台、夾治具、刀具等偏差量後,生產出最佳化齒輪。
除了可用於汽車驅動器、變速箱及引擎、工業機器人等傳動系統,針對擺線齒輪、Harmonic drive諧波式減速機齒輪的特殊量測需求,與歐日系齒輪大廠多年來從研發設計階段開始密切合作,瞭解其痛點。目前Klingelnberg齒輪量測設備,不僅代表了業界最廣泛的標準,齒輪磨床大廠紛紛跟進導入量檢測設備;還能作為計量檢定機構的參考,藉其波紋、嚙合分析單/多顆齒輪特性,一開始就排除造成噪音的疑慮。
| 圖3 : Klingelnberg同時在計算、製造與測量領域保持技術領先地位,搭配齒輪設計軟硬體和Closed-Loop閉迴路概念,確保整體製程鏈透明、可追溯的精度品質,不僅代表了業界最廣泛的標準,還能作為計量檢定機構的參考。(source:media-exp1.licdn.com) |
|
產官研協力同心 導入雙AI檢測功能
隨著NVH(Noise噪音、Vibration振動、Harshness粗糙度)潮流崛起,對於減速機齒輪精度要求遠勝既往,「齒形修整分析與研磨」,便是降噪要求的一項關鍵技術,勢必加強研磨機械效能來提高精度,且齒輪修整並非單純最佳化問題,而是效益與成本的綜合考量。
由於政府近年來政策相當重視台灣廠商自主研發系統,且鼓勵企業開發更具市場競爭力產品,以帶動產業自給自足趨勢,促進高精度異型研磨與量測整合重要性持續成長,讓關鍵零組件本土化成為重要議題。若能利用法人能量與經驗輔導,促成研發成果產業化,建立產業合作模式,將可有效提升科技能量與產業競爭力。
因應少了燃油引擎的聲浪,讓電動車齒輪運轉時間隙過大,無法完全契合而發出的噪音更為明顯,對於齒輪組的規格要求更為嚴格,就連傳統燃油車所使用的齒輪組也無法通過特斯拉設下的允收標準,台廠未來若要於電動車產業中佔有一席之地,如何降低組裝間隙、提高生產品質將是首要關鍵。
依工研院分析,目前特斯拉的齒輪箱採用的是螺旋切齒齒輪,兩齒之間的縫隙屬斜線,而有別於傳統齒輪的直線設計,且齒度很密,更增加了檢測跟組裝的困難。在斜線縫隙之間容易產生陰影,必須經過人工目視確認,才能得知齒輪上黑色部位是陰影,或是因為熱處理變異,造成精加工預留不足而產生的「黑皮」。倘若無法有效檢測出這些黑皮、撞傷或崩齒等瑕疵,就無法通過特斯拉所設下的允收標準,導致退貨、失去訂單。
為了提升製造廠的檢測能力,經濟部技術處近年來以科技專案支持「金屬成型設備與模具回饋優化技術」成果,便針對高反光金屬工件,開發人工智慧(AI)表面瑕疵檢測模組,同時應用自動光學檢測(AOI),雙A齊下讓零件組裝、檢測智慧化,單顆齒輪檢測時間縮短一半,不僅檢測數量提升3倍、且可以24小時不打烊,同時減少零件選配組裝時間,用機器大幅降低人力負擔。
工研院表示,該模組是台灣首創針對3D斜齒輪之黑皮、撞傷及崩齒瑕疵進行檢測的智慧檢測設備。由於齒輪複雜的3D螺旋切齒設計,導致傳統視覺檢測難以均勻打光,團隊因而根據專業目測員的檢驗方式,開發多視角仿生式光源佈局取像技術,利用動態調變光源技術,根據不同的齒輪與外觀,調整相機跟打光的角度,減少取圖時產生反光的問題,解決齒輪上黑皮、撞傷、瑕疵等不易發現的問題。
此模組還採用AI影像處理技術,增強黑皮、撞傷、瑕疵等影像的特徵、降低雜訊影響,並透過空間域擷取局部解析特徵,以獲得大範圍特徵,搭配時頻域分析後之特徵強化影像;再進行複合域CNN架構,建立齒輪瑕疵檢測模型,讓原本不好判別的缺陷能涇渭分明,還可以相對降低運算量、縮短訓練時間,讓檢測更智慧化。
因應每批齒輪公差不一,在產線上需要仰賴人工檢測再進行選配,一旦無法匹配造成卡齒,只能拆掉重裝,又是一番功夫。所以工研院在組裝部分,也導入製程可視化與適配最佳化分析,透過檢測時的公差分析,將間隙值相近的齒輪先做分類,對不同公差值的零件進行最佳化匹配,提供組裝公差分析與最佳化適配建議,以確保組裝的齒輪間匹配的間隙可以達到與設計值最接近的狀態。
這樣一來,組裝時就可以減少不合的狀況,縮短組配時間與工件加工成本,優化組裝品質與一致性,減少廢品產生,提升產能與效益,進而推薦上、下游廠商採用這套技術平台,一起提升效能搶國際大訂單。

| 圖4 : 為了提升製造廠的檢測能力,經濟部技術處近年來支持「金屬成型設備與模具回饋優化技術」研發成果,便針對高反光金屬工件,開發AI表面瑕疵檢測模組,同時應用AOI技術,雙A齊下讓零件組裝、檢測智慧化(攝影:陳念舜) |
|
結語
面對當今國內外市場挑戰與競爭變化層出不窮,製造業版圖也已重新洗牌,台灣廠商不能再偏安於過去,由開發中國家搶進低階大規模量產市場、已開發工業大國寡占高階客製化市場的全球化分工模式,而是由各國上下夾擊的雙重挑戰,必須同時滿足少量多樣與大量客製化需求,強化供應鏈韌性。
由於台灣擅長垂直產業鏈分工,倘若業界能套用80/20法則,實現其中80%標準化、20%核心競爭力目標,投入更多資源專注在自身核心競爭優勢上,如先透過量測驗證齒輪製造可行,再推動業者從設計、研發階段就開始形成差異化,就有機會創造更大的進步空間,提升整體產業的競爭力。
**刊頭圖(source:jenoptik.com)