隨著全球經濟景氣反彈回溫,機械業突破兆元產值在今年成為話題,而順應航太、基礎建設產業成長可期,台灣機械公會也以航太國機國造、智慧機械、美國製造等五箭,來指引未來工具機廠商可先達到千億元產值助攻的方向。尤其因為國內外工具機發展正趨向多軸化及高效率化為主流,須有高品質零組件,才能使工具機更加多功能化與高效率化,進而提升工具機產業價值與競爭優勢。
 |
| /news/2017/12/28/1256520320S.jpg |
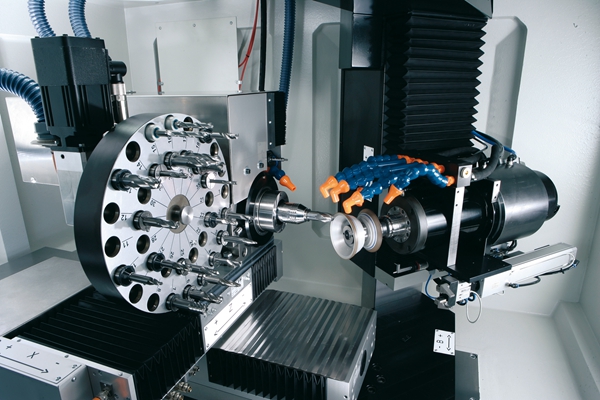
現今大部份台灣廠商對於五軸、複合工具機的觀念仍只停留在工作台上多了一具旋轉/搖擺頭,雖然可在出廠前經過插補,符合幾何、定位精度檢測,卻在真正五軸加工時失誤,甚至在去除插補參數後,反而更準,可見在實際加工前,量測四/五軸精度的重要性,並將旋轉軸量測角度單位定義為arc-sec。一般業界會認為國際規範ISO230-2的定位精度值比德國VDI3441小而準,也逐漸形成主流;也不能忽略幾何精度的重要性,ISO230-1則對五軸誤差定義為43項(三軸21項+四五軸22項),包括:三軸幾何異常、三軸與四五軸相對位置異常、四五軸模組異常等。此涉及四五軸模組本身幾何,與製造、組裝廠商的品質管控機制,不能只靠四五軸廠商出具精度報告即可,而應確認旋轉軸與三軸軸向的正確性。
否則,若將四五軸模組建立於錯誤基準,即可能導致三軸幾何異常;三軸與四五軸相對異常,也會造成補償過度或不足的弦波誤差,應管控旋轉軸品質;四五軸模組幾何精度異常,或肇因於旋轉模組本身轉動偏擺誤差,須透過品質管控機制排除。
此外,雖然目前台灣已有許多整機組裝廠強調在安裝四/五軸前,會先在廠內校正。大多數卻只用光學尺量測A軸軸心定位精度,忽略了整機出廠後,遇到結構變形或剛性不足時,軸心準也不一定有用,容易在出貨到客戶端時發生問題。因此,整機組裝廠應在補償後,確認A軸0?原點有沒有跑掉、90?有無偏擺?在對搖擺頭補償前,則要確認是否與工作台對準0??
若須外購四五軸組裝前,對於旋轉軸角度量測應有別於線性軸,應先關閉光學尺/角度編碼器,取得機構原始量測值,提高重覆性;再以「一度一分割」方式,才能發現四五軸廠商以往被編碼器隱藏在機構硬體內的缺陷,免得如以往出貨到終端客戶處才收到抱怨,對機台開發也有幫助。即便每部機器未必都能安裝編碼器,自主要求達到國外五軸同動機的精度等性能,也能考慮與精密機械研發中心(PMC)等法人單位合作。