因應今年COP28決議,要求與會國家必須在2030年前提高2倍能源效率,進而發展相關技術。由於雷射具有高能量密度與聚焦性質,更適用於精微加工;且比起傳統CNC金屬加工製程減少排碳,而成為目前全球引領創新低碳先進製程的重要工具,工研院南分院也自2022~2023年逐步引進德國、立陶宛超快雷射源,合作打造研發創新與打樣中心。
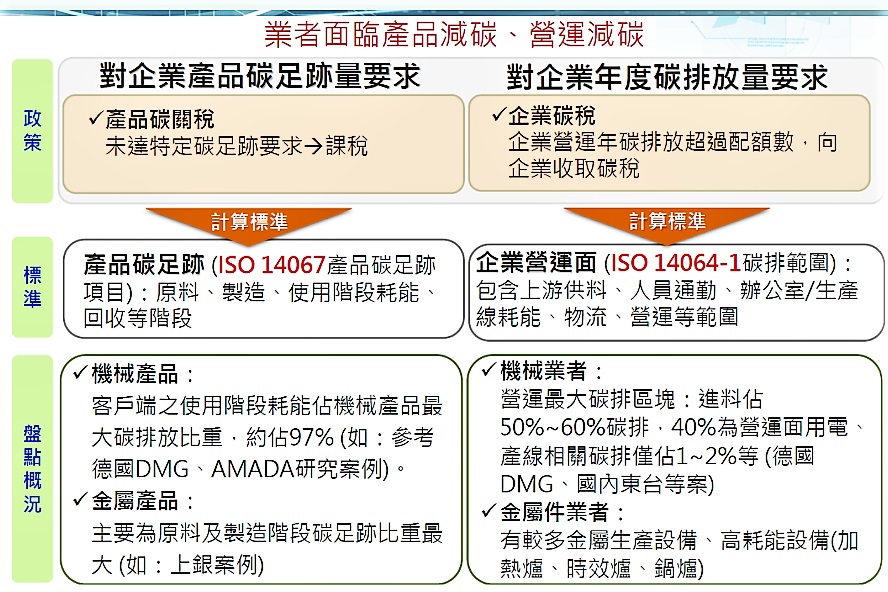
面對近年來國際淨零碳排時程逐日逼近,除了近期落幕的《聯合國氣候變化框架公約》第28次締約方大會(COP28)協議中,已承諾「2030年前提高3倍再生能源裝置容量和2倍能源效率」項目,進而加速發展碳捕存、道路交通減排等創新技術,並尋求適當的供應商和解決方案來降低成本。
以及最晚在2026年將陸續施行的美(CCA)、歐(CBAM)邊境碳關稅、台灣碳費制度等,都催促台灣製造業勢必要加速厚植產業競爭力,以跟上全球產業發展的腳步。位於台南市六甲院區的工研院南分院也在2023年底,舉辦包含「數位轉型與AI應用」、「雷射精微加工應用」、「先進雷射與製造」3大議題的年度成果分享暨公告展示,提供製造業智慧化、低碳化、先進雷射製造應用等解決方案。
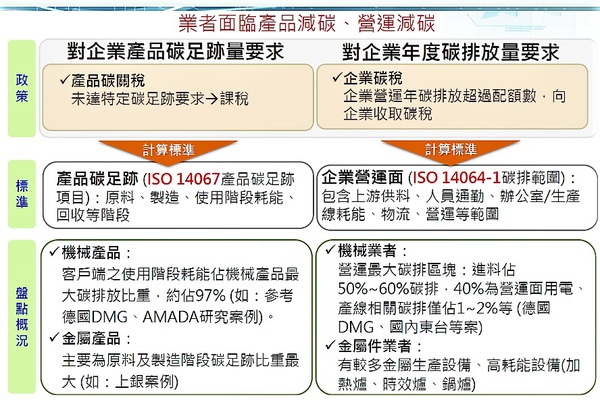
| 圖一 : 最晚在2026年將陸續施行的美、歐邊境碳關稅、台灣碳費制度等,都催促台灣製造業勢必要加速厚植產業競爭力,以跟上全球產業發展的腳步。(source:南分院) |
|
看好雷射淨零碳排成效 南分院剖析於低碳製程優勢
工研院南分院精微製程雷射技術組專案經理林茂吉指出,目前除了國內外品牌大廠皆積極參與提出自願性淨零碳排措施,並紛紛將供應鏈納入管理範疇;各國政府也陸續透過碳定價手段,來管制排放溫室氣體,期望最終能實現2050年全面使用RE100再生能源願景。
台灣也已針對2050淨零碳排目標提出4大轉型策略、12項措施,以及科技研發(淨零和負碳排技術)、氣候法則(法制政策、碳定價和綠色金融)2大治理基礎。進而依短、中、長期細分為:
1.供給面:採用零碳電力、永續替代燃料等能資源供應調整;
2.製造面:推動產業結構調整、工業零碳/低碳創新產品與循環再利用製程;
3.使用面:透過各部門全面電氣化,提升能源使用效率,進而改變消費行為與商業模式;
4.環境面:投入開發二氧化碳再利用、電力/工業CCUS等負碳排技術DAC、BECCS,或擴大森林/生物固碳匯。
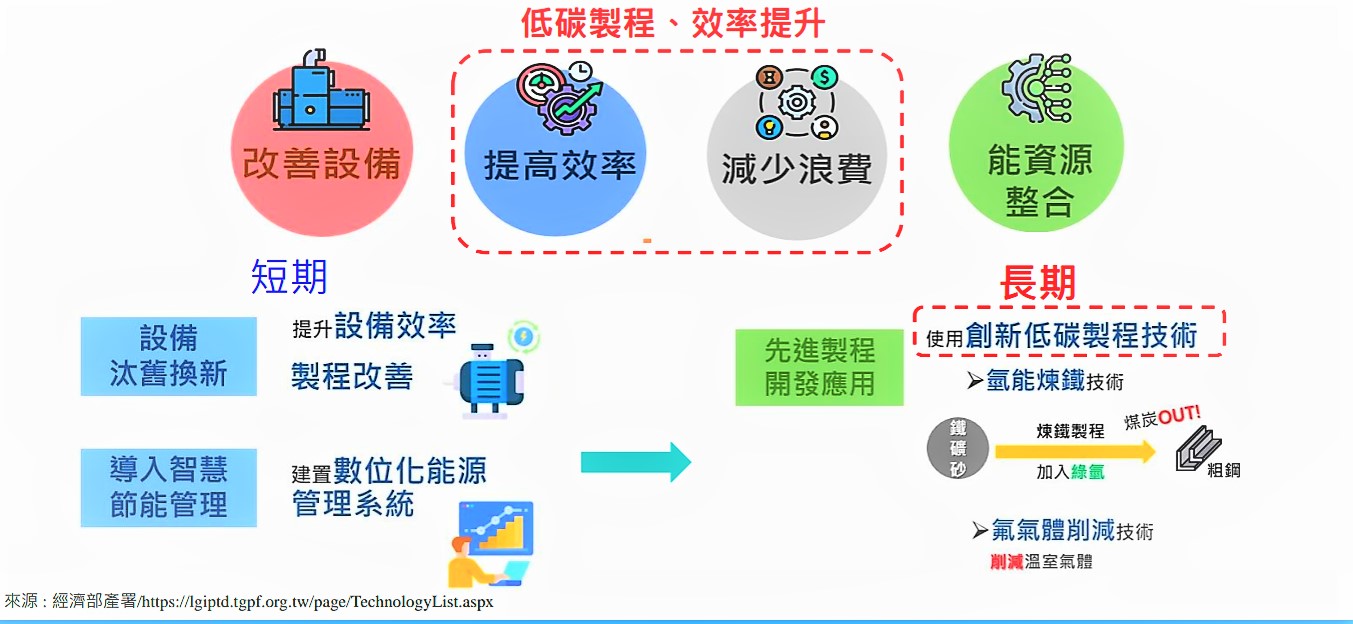
針對低碳製程,則包含:改善設備、提高效率、減少浪費、能資源整合等領域,利用雷射等先進製程開發應用,屬於長期創新低碳製程技術之一。林茂吉分析現今雷射精微加工(切、鑽、焊),在低碳製程領先傳統機加工(車、銑、焊、線切割)製程技術的優勢,包含:生產效率、硬/脆材料利用率較高,維持良率穩定及提升產能。
且以非接觸式的雷射切割改質/裂片,取代傳統刀輪切割/研磨、人工裂片及尺寸精磨玻璃等製程步?,得以減少「範疇一」的逸散性/移動式排碳來源,與「範疇二」的外購電力;不致產生因為刀具和工件接觸,而產生的耗材、輔助冷卻液體等,減少在營運過程中產生的廢棄物與回收、下游傳輸及配送等「範躊三」排碳。
例如Fraunhofer IWS便藉此焊接無膠紙張,減少傳統工作流程使用的膠材,免除後續除膠回收處理流程。Trumpf導入智慧手機面板玻璃導角製程,透過雷射玻璃邊緣成型切割技術來提高強度,同時縮減工序和磨邊耗材,免除污水處理。ACP用於二氧化碳Jet Snow乾式清潔技術,減少清潔藥水耗材、免除廢水回收處理。
林茂吉也建議台灣上中下游供應鏈等中小型企業,應該審慎思考該如何從2050淨零排碳的4大策略面向,提早布局企業減碳的相關作法,以維持企業未來在國際碳訂價策略下的競爭優勢。例如因應現今低碳製程潮流,國內外雷射新製程技術工法在特定產業,已經占有不可或缺的角色,也是現階段產業在導入升級製程時,可思考的方向之一。
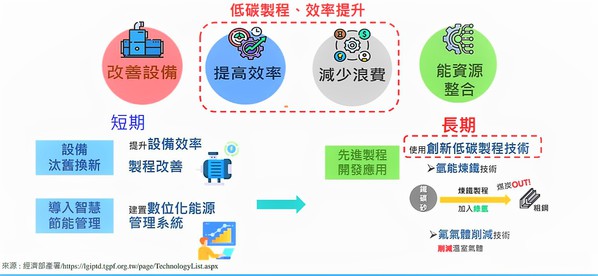
| 圖二 : 針對低碳製程,則包含:改善設備、提高效率、減少浪費、能資源整合等領域,利用雷射等先進製程開發應用,屬於長期創新低碳製程技術之一。(source:南分院) |
|
與創浦合作試打樣中心 拓展超快雷射應用
此外,基於目前雷射精微加工最大應用市場,仍在於電子、光電及半導體產業等先進製程,藉以滿足在5G通信、電動車,甚至是未來人工智慧(AI)硬體設施等相關應用的龐大需求,皆有賴於導入更多EUV曝光機、更新的雷射源加工,加工波段將會朝短波長發展,包括皮秒、飛秒級超短脈衝雷射源(Ultra-Short Pulse Laser)正成為主角,能很容易與自動化模組或設備連結,透過系統整合導入智慧化,成為智慧製造的重要一環。
2022年南分院也與德商創浦(Trumpf)合作,成立首座半導體雷射先進製程測試與快速打樣服務中心,為德國之外的全世界最高階應用中心。擁有多種不同波長(紅外光、綠光、紫外光)等高階超快(皮秒/飛秒)脈衝雷射源,足以在低溫下切割世界第三硬的碳化矽(SiC)材料;並引進來自Trumpf的4部亞洲僅有高階超快雷射設備(Pico UV、Pico Green、Femto IR、Femto Green),以提供光路設計客製化服務、平台,皆可達到次微米精度,進行加工成品即時檢驗,從而加快台灣開發半導體設備速度,就連德國原廠人員來看過都讚嘆不已。
其中由於雷射光束會隨著距離和鏡組傳導,而出現擴散現象,造成聚焦光斑大小與聚焦點的能量分布變異,所以如何選擇適用雷射源,或強化雷射光束品質量測系統,便顯得更為重要!台灣創浦科技經理黃國欽表示,由於雷射源在整體雷射加工設備及系統,占有相當重要地位,若為了貪圖便宜,讓客戶因此意外停機,浪費的時間與成本更是得不償失。
因此,該公司從最簡單的雷射打標(Marking)開始,直到目前最熱門的半導體EUV應用,皆採用Trumpf雷射源為核心。如可提供近70,000W(16,000Wx4部機台)的CO2氣體放大雷射,去打擊每秒滴下約50,000顆錫滴之一,進而激發出250W EUV光束,由ASML透過蔡司鏡片蒐集,供台積電曝光,進行奈米等級的先進製程。
如今Trumpf還在其氣態CO2雷射,與固態脈衝(Pulse)、光纖(Fiber)雷射源之外,推出包含奈米/皮秒/飛秒等超快雷射的Trumicro系列機台,涵括IR~UV光譜,得以實現「冷加工」優勢,用於深雕火柴棒頭的火藥。許多產業也不必擔心材料是否會燃燒或產生熱效應,特別適用於切割、鑽孔加工硬脆或對熱敏感材料,甚至可用來切割玻璃導角、PCB金屬薄膜。
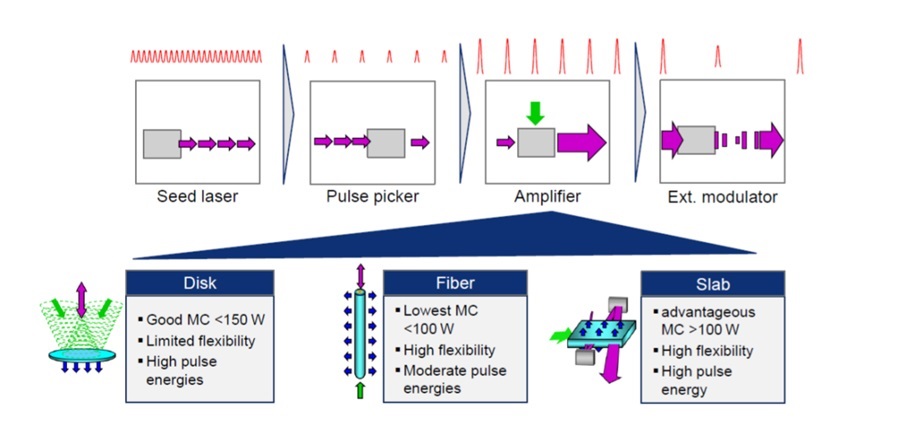
黃國欽進一步說明目前超快雷射的原理,是將種子雷射(Seed laser)陸續通過Pulse picker、Ampilier、Ext modulator放大後輸出,其中最大不同在Ampilier介質,在Trumpf又將之分為碟型(Disk)、光纖(Fiber)、平板(Slab)系列機種。
當年雷射發明之初,就是先通過紅寶石晶柱為介質而激發,之後再分為兩大陣營,其一是將之越磨越薄呈扁平狀,直到成為目前Trmpf專利的Disk型態;另一方向則是越拉越長,而成為Fiber,或是方型Slab。
然而,由於Disk採取回生放大(Regenerative)機制,須在增益介質裡不斷循環放大再輸出,與Fiber、Slab皆為線性(linear)放大雷射不同,所以在創浦採用Disk機種的雷射品質穩定性與功率最高,避免因為逐年衰減而影響加工的品質。但缺點也是因此使之雷射頻率較低,無法完全符合業者要求短脈衝、高功率及頻率的要求。
至於採用Fiber系列機種,則受限於單一光纖能產出的雷射量有限,須由多條組合成模組,導致雷射品質容易受影響,穩定度和壽命都不如Disc。卻因為不像Disc、Slab需要保留折射鏡空間和足夠聚焦的距離,所以體積更小也較便宜,可在線上調整同一機台輸出50皮秒~350飛秒不等雷射,適用於實驗室,或需要不同材料試打樣的場合,目前該公司Disc/Fiber系列機種皆已進駐南分院,可供業界測試驗證或接受技轉。」
Slab系列機種則透過Trumpf獨有技術,已有效解決傳統Slab光斑不夠圓的缺陷,且因頻率較高,更容易完成客製化飛秒~奈秒等級超快雷射加工;並採用2018年諾貝爾物理獎得主Mourou與Strickland所發明的「啁啾脈衝放大(chirped pulse amplification;CPA)」技術,產生高強度超短脈衝飛秒雷射,得以大功率穩定輸出。進而用來製造257nm等級DUV雷射,解決過去採用準分子雷射的氣體本身和製程不夠環保的缺點,現已獲得南韓Samsung和台灣Micro LED領導廠商採用。
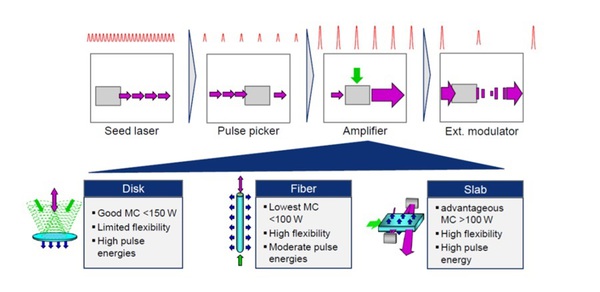
| 圖三 : 目前超快雷射的原理,是將種子雷射(Seed laser)放大後輸出,最大不同在Ampilier介質,Trumpf又將之分為碟型、光纖、平板系列機種。(source:Trumpf) |
|
協作立陶宛研創中心 善用高性價比雷射優勢
到了2023年南分院更為重視自主開發的精微加工光引擎(Optical Engine),以及雷射源輸出光參數對於精微加工品質的影響,包括脈衝寬度差異,涉及時間和空間能量分布,將造就加工不同的熱效應;以及選擇的波長,則會影響個別材料加工。
透過南分院自主開發的超快雷射光引擎,將可針對脈衝壓縮整型為皮秒、飛秒、奈秒雷射;或是光束整型,成為高斯純化、方型平頂、M型、可變長度貝索爾、多焦點等模組;經過波長轉換為IR/Green/UV光譜,再利用CPA技術壓縮為短脈衝。
其中雙脈衝光路(Dual pulses)模組,係指經由光路設計拉開雙脈衝之間的時間延遲(Time delay),比起單脈衝(Conventional pulses)加工,更增加了製程中材料內的暫態自由電子密度,以提升材料對雷射的吸收特性。藉此降低材料剝除閥值(Ablation Threshold)、熱影響程度,提升材料移除率、雷射改質蝕刻能力等,適合於硬脆材料與金屬薄膜加工應用。
光束整型模組則可依客戶不同需求設計加工製程,包含高斯光型純化模組,即可將雷射光源中較差模態移除,得到更優異的單模高斯光型,適用於各種材料的精微鑽孔,改善圓孔外圍輪廓與內壁表面粗糙度。
再經過方/圓平頂與M型光束整型光路槽道壁面垂直度≧70%、80%,以解決高斯光型存在多層結構,恐傷下層疑慮;以及槽道壁面垂直度≧60%,槽道邊緣/中央照射能量均勻度不佳問題。分別透過圓平頂光型提升槽道中央、方平頂/M光型,來提升槽道邊緣/中央照射能量均勻度,且唯有M光型可異型劃槽。
因此,可藉此選擇移除上層材料,而不會傷及下層,並搭配不同波長,適用於太陽能電池等各類產品的除膜/修補製程。或是利用超快雷射M型光路,進行表面軟化改質SiC晶圓,有效避免改質層下層損傷和Crack生長,無論是Si或C面軟化層硬度均可降低90%,將有助於SiC研磨與拋光製程。
至於長光刀(貝索爾)光路模組,則定義為波長1060nm~1030nm或543nm~515nm,並依廠商需求設計不同,可承受最大能量≦400μJ、模組能量轉換效率≧80%、第一階段能量比≦20%;入光條件的光斑大小約3~6mm、入射光斑的位置穩定度≦±100μm,並依廠商需求設計加工景深0.2~2mm不等,聚焦光斑大小紅外光IR≦3μm、綠光Green≦2μm,用來切割單一/複合材料。
進而協助客戶設計不同波長轉換光路模組,包括使用IR波段4倍頻模組輸出266nm波長雷射,應用於高分子薄膜加工;或透過降頻光路設計,產生1570nm、3300nm波長雷射,應用於Si晶圓內部改質。
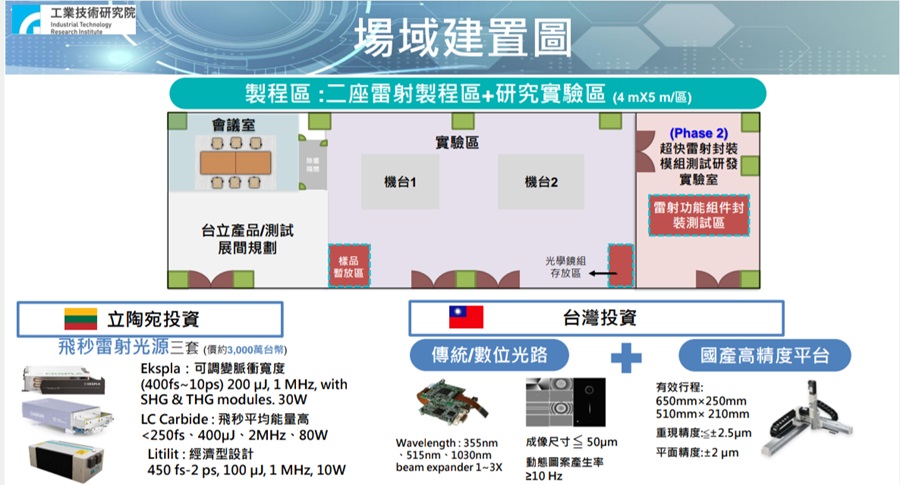
值得一提的是,為了強化供應鏈連結與韌性,南分院與立陶宛於2023年9月成立「飛秒雷射研發創新中心」啟用營運。其中分為2座雷射製程區+研究實驗區,由立陶宛投資3套飛秒雷射光源、台灣投資傳統/數位光路及自製高精度平台。

| 圖四 : 為了強化供應鏈連結與韌性,南分院與立陶宛於2023年9月成立「飛秒雷射研發創新中心」啟用營運。(source:南分院) |
|
根據工研院盤點立陶宛雷射零組件廠商共22家,包括:飛秒雷射3家、皮秒雷射5家、奈秒雷射5家、特殊波長雷射8家、透鏡與光學晶體9家。強調立陶宛雷射相較於德、美雷射源,具備技術良好、價格合理的優勢,可協助台灣廠商以合理價格購入最先進的雷射源,開發最新雷射製程技術。
加上立陶宛是將前蘇聯軍用技術轉為民用,更專注於雷射可靠度,所以獲選為歐盟超高能雷射成員,可協助台廠降低昂貴的雷射維護成本;且因屬於發展中國家,企業靈活配合度高,可協助台廠及早開發客製化專屬雷射,領先建立競爭優勢。