高分子強化複合材料產品的曲面需要複雜的疊層設計,在進行樹脂轉注成型(RTM)製程建模時,須根據產品設計的疊層,建立對應的實體網格;本文舉出驗證案例比較說明非匹配網格與匹配網格模擬結果的差異。
高分子強化複合材料產品常見的曲面,往往需要複雜的疊層設計,因此在進行樹脂轉注成型(RTM)製程建模時,須根據產品設計的疊層,建立對應的實體網格。若遇到曲面複雜的疊層,網格製作難度非常高,還須耗費許多時間在網格前處理上。否則模擬結果不理想,也會影響後面結果的判讀。
Moldex3D過去的版本在RTM的網格前處理上會較為耗時;在流道設計變更時,也會需要重新製作實體網格。另外某些案例在模擬分析時,會有波前破碎問題,以及內部壓力超過入口壓力的狀況。為了克服這些挑戰,Moldex3D 2021版本的RTM求解器中,支援了非匹配網格的分析;同時也強化了求解器計算,解決波前與壓力的問題,獲得更佳的分析結果。
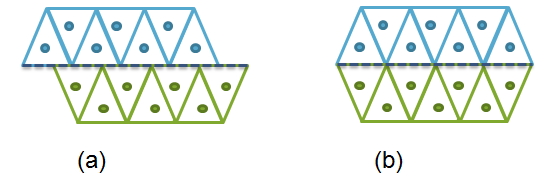
若在RTM求解器尚未支援非匹配網格的情況下,如圖1(a)所示,進行RTM專案前處理時,需要生成完全匹配的實體網格,如圖1(b)所示。如此使用者就須檢查網格是否完全匹配,並解決網格的問題才能進行分析。Modex3D 2021 RTM求解器支援了非匹配網格求解器分析後,交界面的實體網格節點不需要完全匹配,即可進行分析,如此可替使用者省下修復實體網格的時間。
建立非匹配網格模型的步驟與建立匹配網格相同。若遇到想要評估疊層與流道設計變更時,就不需要將所有的網格全部刪除重新建立,僅需要調整部份的網格。
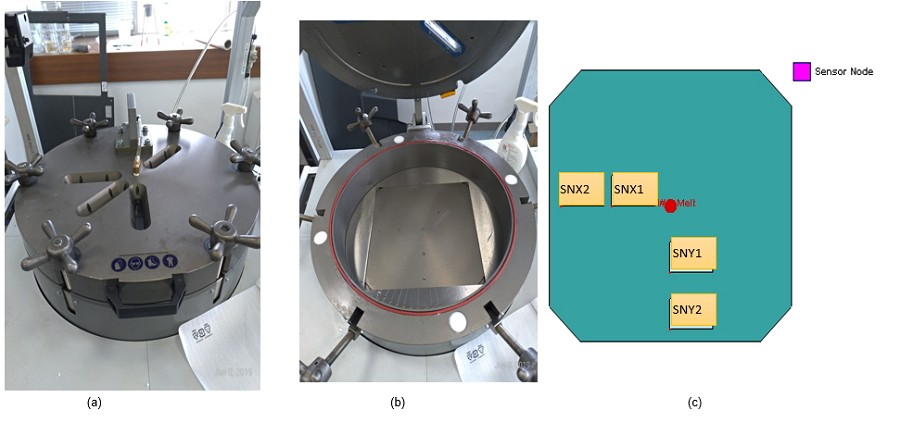
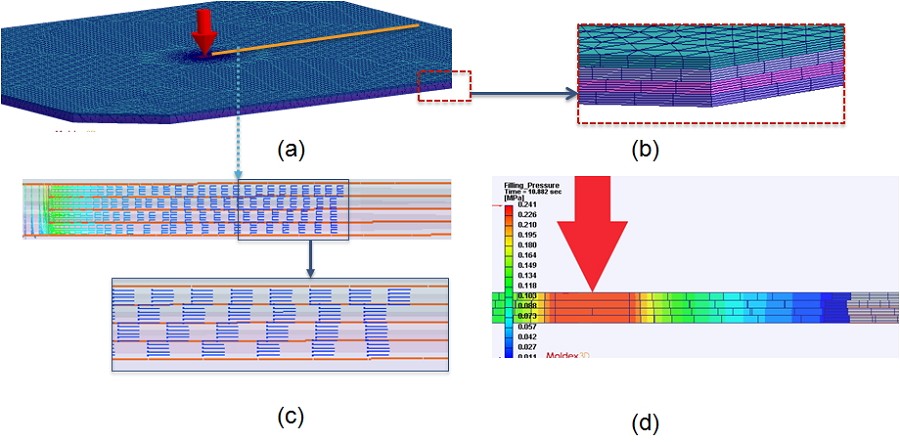
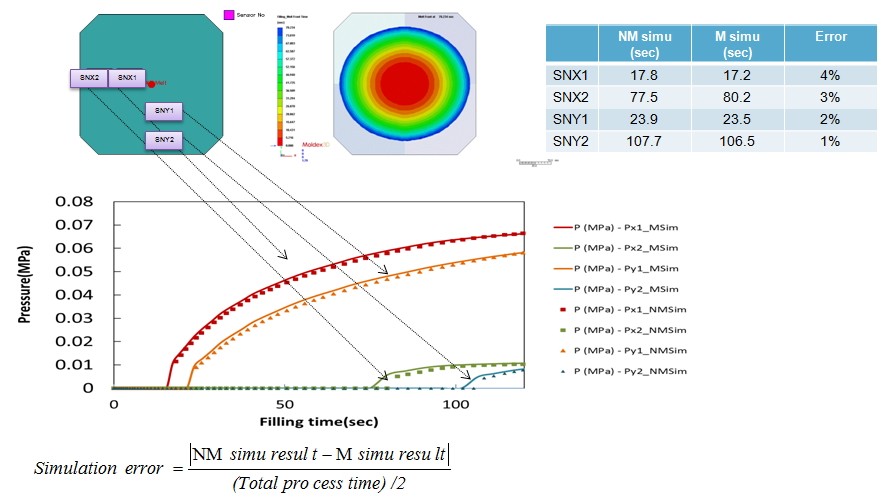
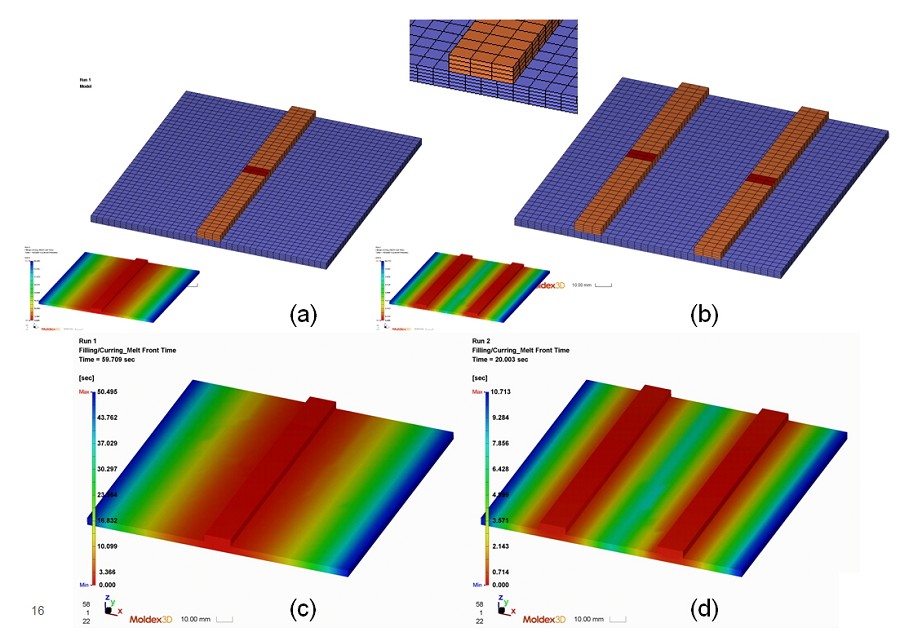
以下驗證案例比較非匹配網格與匹配網格模擬結果的差異。此案例的模型是根據滲透率量測儀器Easyperm所建立,儀器外觀如圖2(a),模具內部如圖2(b),依照模穴幾何建立的模型如圖2(c)所示。SNX1、SNX2、SNY1、SNY2是模具內部壓力感測器位置,非匹配網格如圖3(a)(b);圖3(c)(d)與圖4是模擬結果;圖4中NM simu是非匹配網格的模擬結果,M simu是匹配網格的模擬結果。從感測點壓力隨時間變化的比較結果可以看出,非匹配網格與匹配網格有一致的模擬結果。
本案例中波前時間結果最大的誤差約4%,且圖3(c) (d)非匹配網格交界面速度向量與壓力場分佈連續。由此驗證案例可以看出,計算所使用的網格模型不再需要完全的匹配,也能獲得與匹配網格相符的模擬結果。
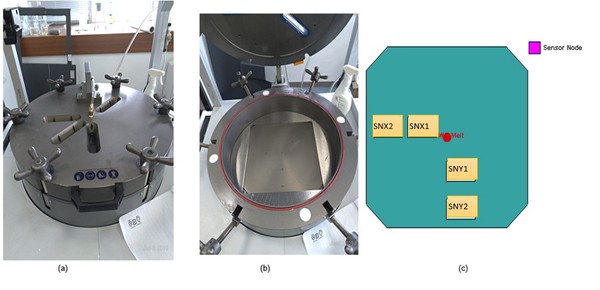
| 圖2 : (a)Easyperm儀器外觀、(b) Easyperm量測模具內部、(c)模型幾何與模具內部壓力感測點位置 |
|
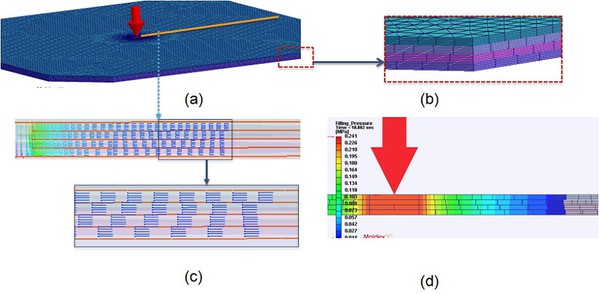
| 圖3 : (a)驗證案例的網格模型、(b)非匹配網格、(c)速度向量、(d)壓力分佈 |
|
第二個驗證案例使用非匹配網格,測試改變流道的位置與流道的數目結果的差異。圖5(a)中流道佈置使用一條流道、圖5(b)中流道佈置使用二條流道。從圖5(c) (d)案例可以看出流動時間與波前時間結果的差異。
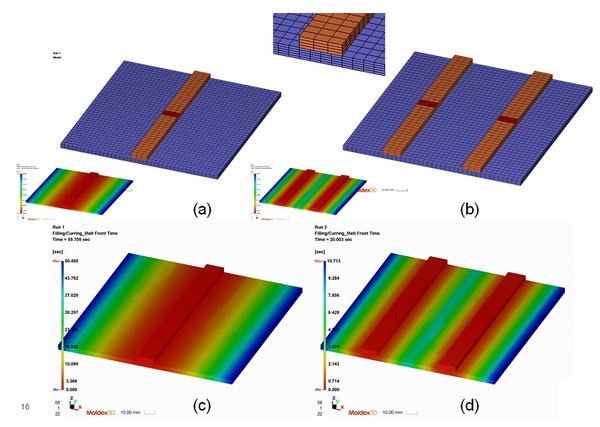
| 圖5 : (a)佈置一條流道的網格、(b)佈置二條流道的網格;(c)佈置一條流道案例的波前時間結果、(d)佈置二條流道案例的波前時間結果 |
|
以往在RTM模擬的部份案例會遇到波前破碎問題。Moldex3D 2021 RTM模組的計算核心優化了波前計算,以得到較好的模擬結果。從圖6可以看出一特定案例在求解器的波前計算優化前後的結果差異。
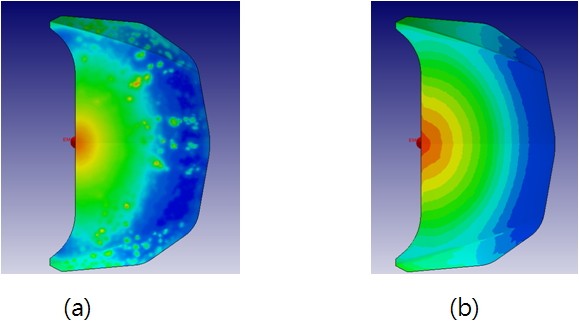
| 圖6 : (a)計算核心強化前、(b)計算核心強化後結果 |
|
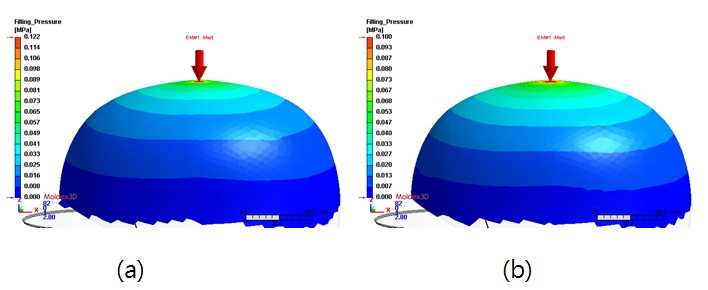
RTM製程常常以內部抽真空,透過內外壓差將樹脂吸入,此時入口的壓力為0.1 MPa,若遇到複雜疊層時,壓力有可能會計算失準,導致內部壓力超過入口最大的壓力。 Moldex3D 2021 RTM模組之求解器也強化了壓力計算,解決此問題,得到合理的壓力分佈。從圖7案例中可看壓力計算優化前後的差異,最大的壓力不會大於入口壓力。
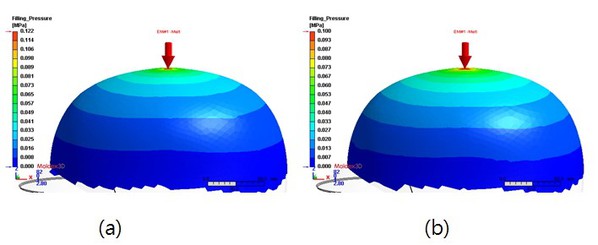
| 圖7 : (a) 計算核心強化前最大壓力0.122 MPa、(b)計算核心強化後結果為0.1 MPa |
|
Moldex3D求解器支援非匹配網格計算,可以減少許多前處理處理網格修復時間和瓶頸,幫助使用者更快了解製程參數條件對結果的影響,並及早解決生產會遇到的問題。此外,求解器的優化可以得到精確的模擬結果,提升模擬效率。
(本文作者楊巡為科盛科技產品處技術副理)