射出成型模具可以藉由設置異形冷卻水路來縮短冷卻時間。本研究運用金屬3D列印機台,以麻時效鋼粉末製作具有輪廓異形冷卻水路,以及圓形冷卻水路之射出成型模具,並且實際運用於低壓射蠟射出成型實驗。最後藉由3D光學量測技術來量測射出成型件的尺寸與分析。
在工業界,為了提高生產效率,必須減少塑膠射出成型的冷卻時間,傳統水路減少塑膠射出成型的冷卻時間有限,因此,發展出異形冷卻水路(conformal cooling channels) [1-5],此種水路可以完全浮貼產品幾何外型分佈,因此可以均勻且有效率的將模具熱量帶走,以提高塑膠射出成型件的生產效率。
本研究團隊於快速模具內部製作具有幾何形狀複雜的異形冷卻水路,並運用熱壓印成型及於低壓射蠟成型。美國、德國、日本、瑞士、香港及英國等國家雖有異形冷卻水路設計技術,但都是以個別產品為導向,而且所具有的技術,均為各公司之經驗技術(know-how)。
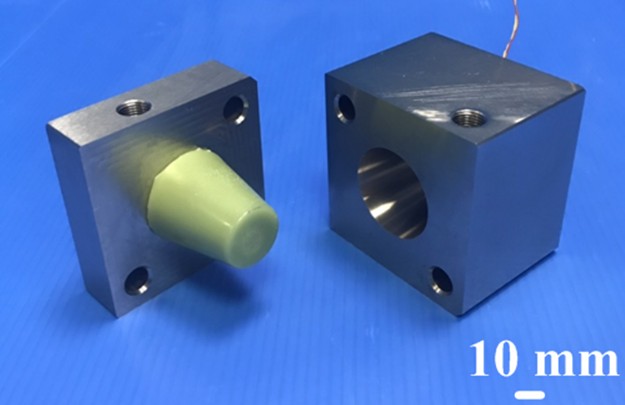
因此,本研究運用金屬3D列印機以麻時效鋼(maraging stainless steel)粉末,製作具有圓形冷卻水路以及輪廓異形冷卻水路之射出成型模具(injection molding tool),並且實際運用於低壓射蠟射出成型實驗,並藉由德國3D光學量測系統(ATOS Core 80,Road Ahead Technologies lnc.)來量測射出成型件的尺寸與分析。
實驗方法與步驟
本研究所使用材料涵蓋麻時效鋼粉末,如圖1所示、丙烯?-丁二烯-苯乙烯共聚物(Acrylonitrile Butadiene Styrene;ABS)以及蠟(K512, Kato Inc.)。本研究所使用軟體包括SolidWorks (2014 SPO)、Moldex 3D(R14)以及Cura切層軟體。
至於使用硬體與設備包括金屬3D列印機(ProX 100)、uPrint 3D列印機,如圖2所示、場效發射式掃描電子顯微鏡(field-emission scanning electron microscope, FE-SEM)、X光繞射儀(X-ray Diffractometer;XRD、萬能試驗機、紅外線溫度感測儀(infrared temperature sensor)、金相顯微鏡(M835)、白光干涉儀(White Light Interferometers, WLI )、能量色散X-射線光譜儀(energy-dispersive X-ray spectroscopy;EDS)、精密電子秤、金相顯微鏡(M835)、數位多段式真空注蠟機(0660)以及3D光學量測。
麻時效鋼是一種具有高強度韌性及延展性的鋼,麻時效鋼的強度主要來自數種金屬化合物,其中的主要合金元素為15%的20%的鎳。麻時效鋼金屬粉末,主要成分為約17-19% Ni、8-10% Co以及4.5-5.2% Mo。本研究選用的射出產品為一個水杯,其厚度為2 mm,高度為30 mm,杯口頂部外徑與底部外徑分為30 mm與20 mm,研究載具的體積約為4687.8 mm3。
成果討論
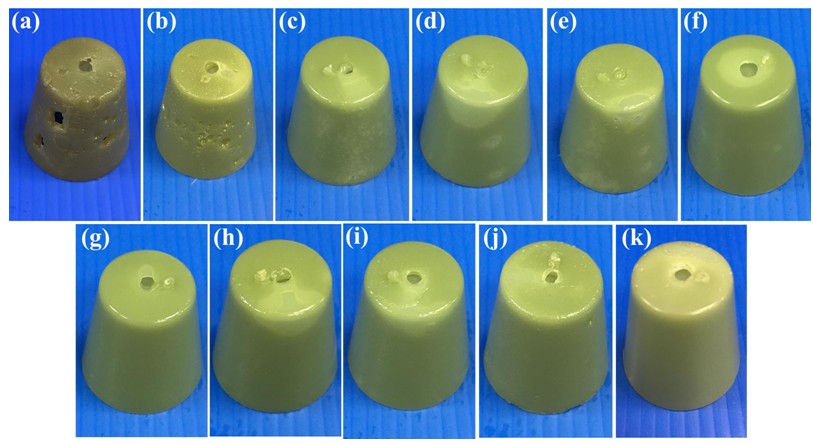
@內文:圖3為麻時效鋼射出成型模具所製作的低壓射蠟成品實體圖。圖4為於不同冷卻液溫度條件下所製作的蠟型。結果發現,當冷卻液溫度越低,產品的冷卻時間越短,但是冷卻液溫度為攝氏20度時,所製作的蠟型表品具有大量收縮孔,主要的原因為蠟型的冷卻速率太快,當冷卻液溫度範圍為攝氏25度至30度時,可以製作合格的蠟型,考量蠟型製作效率,本研究發現攝氏26度為冷卻液最適溫度。
當不同冷卻液溫度條件下的實驗所得到的產品冷卻時間,與模擬所得到的產品冷卻時間進行比較,冷卻液溫度攝氏20度、21度、22度、23度、24度、25度、26度、27度、28度、29度及30度的冷卻時間誤差率約為19.23%、8.18%、12.02%、15.86%、18.09%、28.89%、31.32%、33.23%、37%、45.5%以及23.7%,平均誤差率約為21.33%,誤差率產生來源涵蓋模擬與實際實驗條件的差異性及實驗量測誤差。
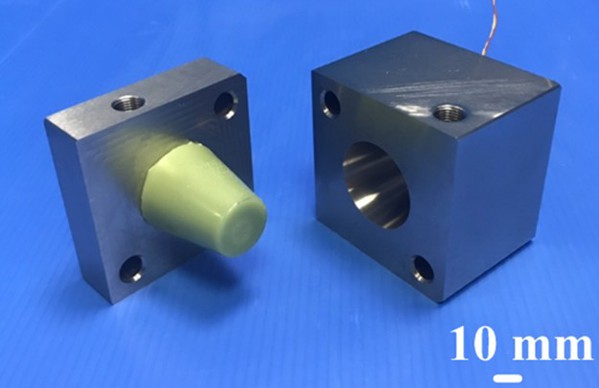
| 圖3 : 麻時效鋼射出成型模具所製作的低壓射蠟成品實體圖 |
|
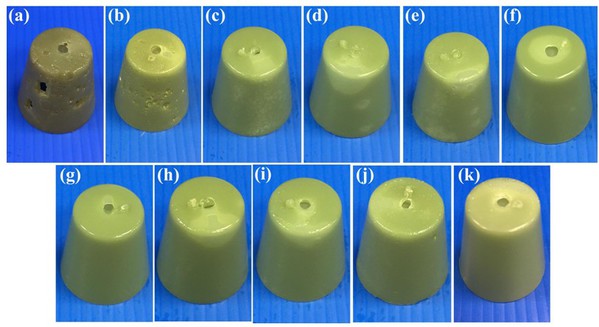
| 圖4 : 於不同冷卻液溫度條件下所製作的蠟型,冷卻液溫度為攝氏(a)20度,(b)21度,(c)22度,(d)23度,(e)24度,(f)25度,(g)26度,(h)27度,(i)28度,(j)29度及(k)30度 |
|
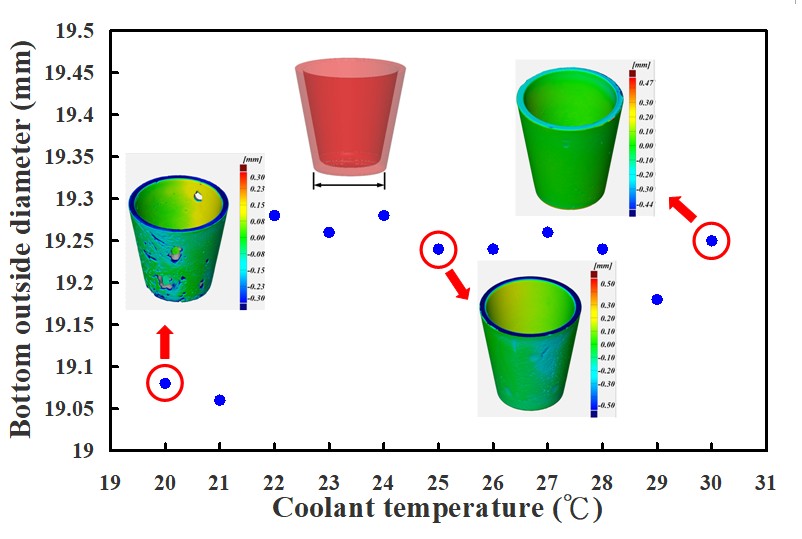
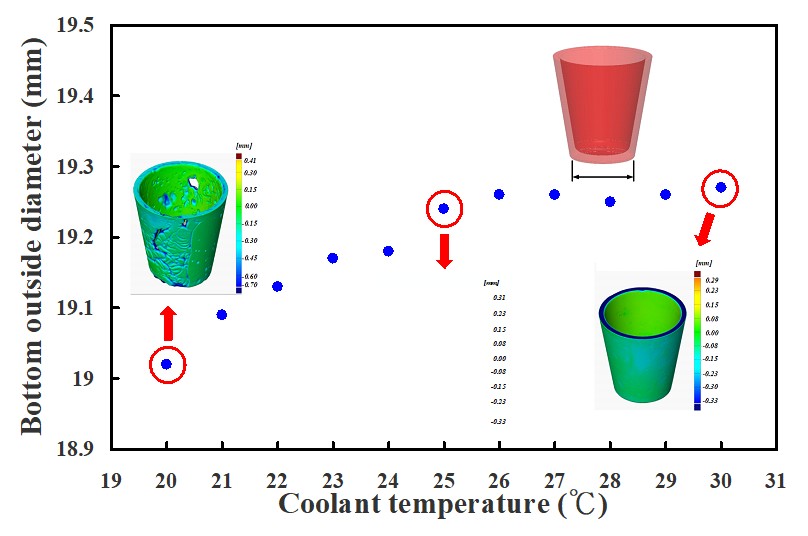
@內文:圖5為運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的底部外徑量測結果,其所設計的射出成品底部外徑為19.42 mm,結果顯示,當冷卻液溫度為攝氏20度時,射出成品的底部外徑為19.08 mm,射出成品的收縮率約為1.75%,當冷卻液溫度設定為攝氏30度時,射出成品的底部外徑為19.25 mm,射出成品的收縮率約為0.88%。
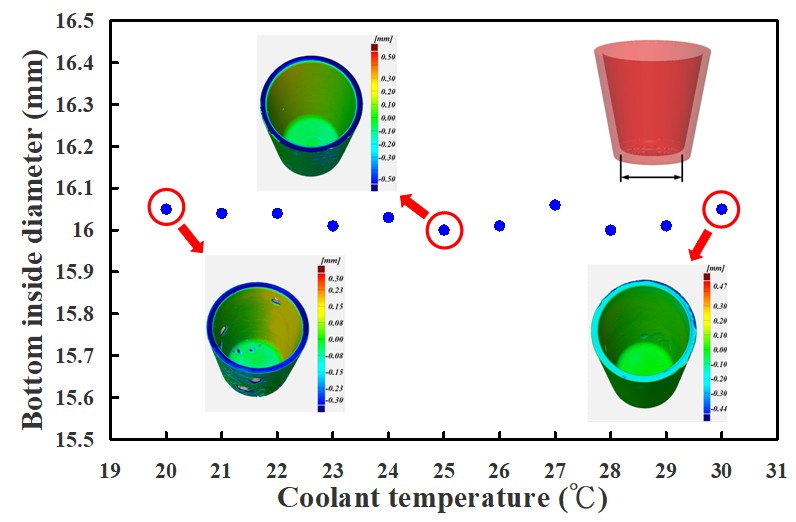
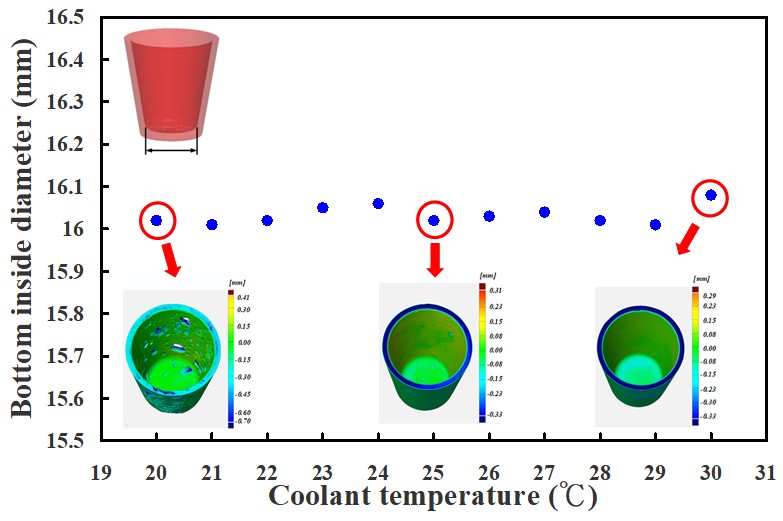
圖6為運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的底部內徑量測結果,所設計的射出成品底部內徑為16.13 mm。結果顯示,當冷卻液溫度為20℃時,射出成品的底部內徑為16.05 mm,射出成品的收縮率約為0.5%,當冷卻液溫度設定為攝氏30度時,射出成品的底部內徑為16.05mm,射出成品的收縮率約為0.5%。
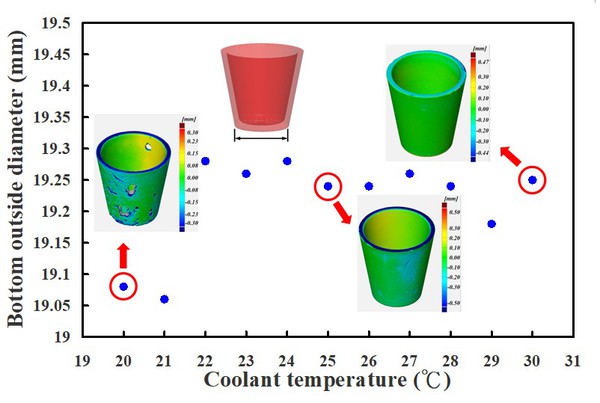
| 圖5 : 運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的底部外徑量測結果。 |
|
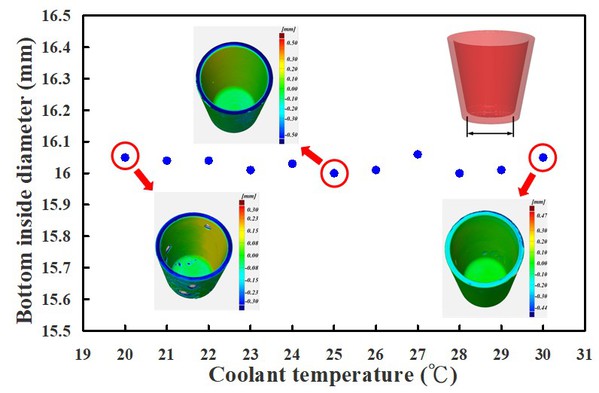
| 圖6 : 運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的底部內徑量測結果。 |
|
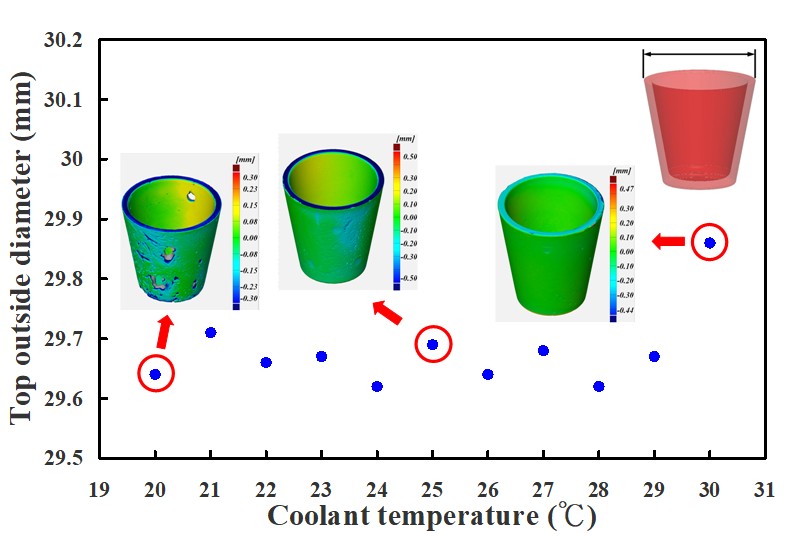
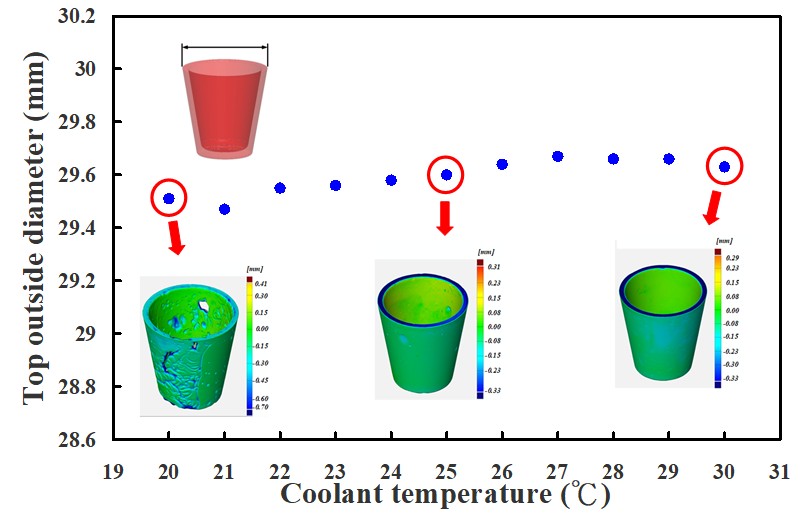
圖7為運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的頂部外徑量測結果,所設計的射出成品頂部外徑為30 mm,結果顯示,當冷卻液溫度為攝氏20度時,射出成品的頂部外徑為29.64mm,射出成品的收縮率約為1.2%,當冷卻液溫度設定為攝氏30度時,射出成品的頂部外徑為29.86 mm,射出成品的收縮率約為0.47%。
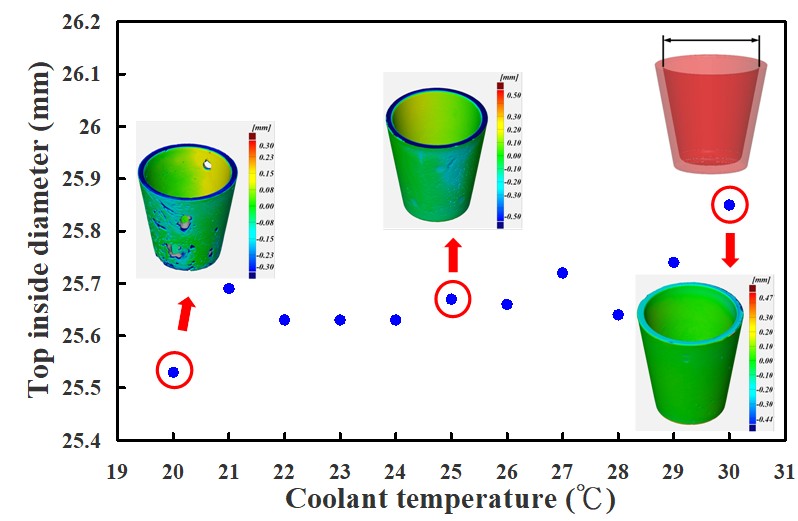
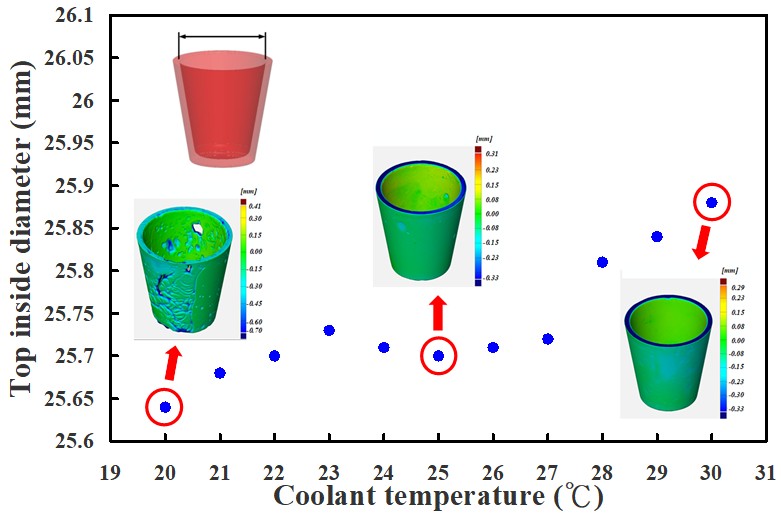
圖8為運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的頂部內徑量測結果,所設計的射出成品頂部內徑為26 mm,結果顯示,當冷卻液溫度為攝氏20度時,射出成品的頂部內徑為25.53mm,射出成品的收縮率約為1.81%,當冷卻液溫度設定為攝氏30度時,射出成品的頂部內徑為25.85 mm,射出成品的收縮率約為0.58%。
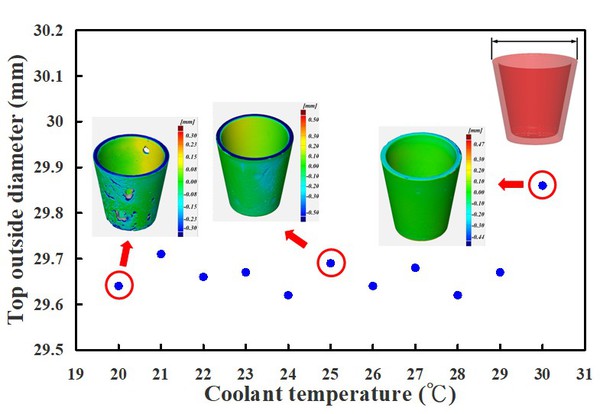
| 圖7 : 運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品之頂部外徑量測結果。 |
|
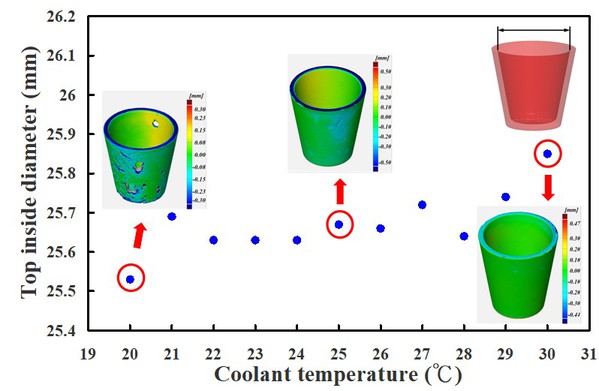
| 圖8 : 運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的頂部內徑量測結果。 |
|
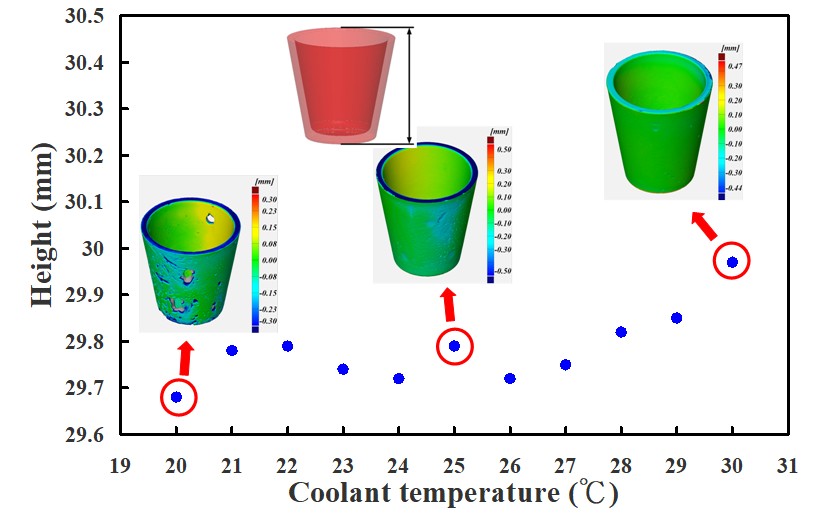
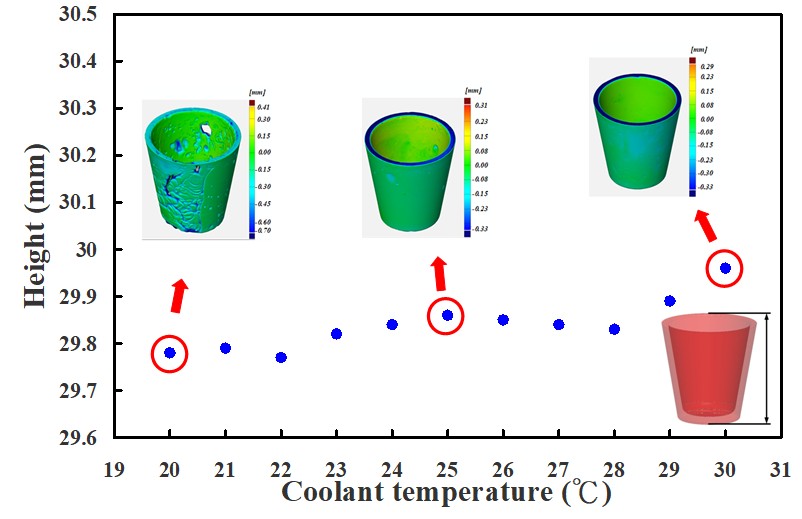
圖9為運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的高度量測結果,所設計的射出成品高度為30 mm,結果顯示,當冷卻液溫度為攝氏20度時,射出成品的高度為29.68mm,射出成品的收縮率約為1.07%,當冷卻液溫度設定為攝氏30度時,射出成品的高度為29.97mm,射出成品的收縮率約為0.1%。
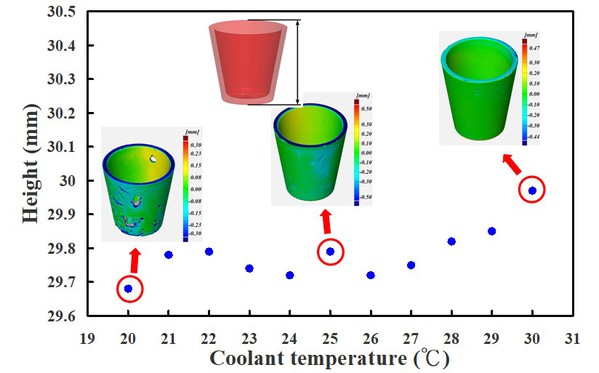
| 圖9 : 運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的高度量測結果。 |
|
圖10為運用具有圓形異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的底部外徑量測結果,所設計的射出成品底部外徑為19.42 mm,其結果顯示,當冷卻液溫度為攝氏20度時,射出成品的底部外徑為19.02 mm,射出成品的收縮率約為2.06%,當冷卻液溫度設定為攝氏30度時,射出成品的底部外徑為19.27 mm,射出成品的收縮率約為0.77%。
圖11為運用具有圓形異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的底部內徑量測結果,所設計的射出成品底部內徑為16.13 mm,其結果顯示,當冷卻液溫度為攝氏20度時,射出成品的底部內徑為16.02 mm,射出成品的收縮率約為0.68%,當冷卻液溫度設定為攝氏30度時,射出成品的底部內徑為16.08 mm,射出成品的收縮率約為0.31%。
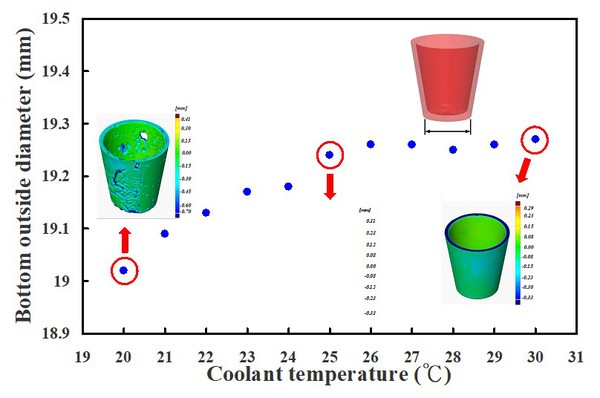
| 圖10 : 運用具有圓形異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的底部外徑量測結果。 |
|
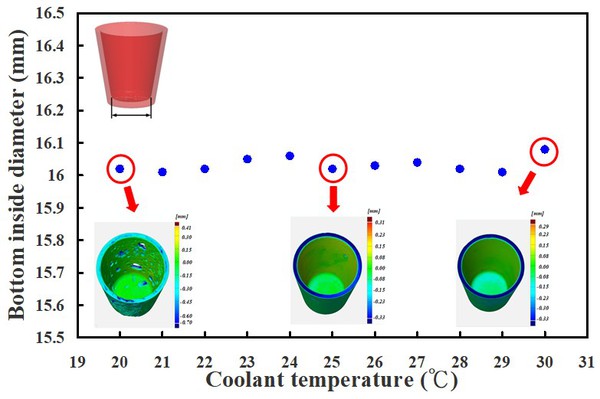
| 圖11 : 運用具有圓形異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的底部內徑量測結果。 |
|
圖12為運用具有圓形異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的頂部外徑量測結果,所設計的射出成品頂部外徑為30 mm,其結果顯示,當冷卻液溫度為攝氏20度時,射出成品的頂部外徑為29.51mm,射出成品的收縮率約為1.63%,當冷卻液溫度設定為攝氏30度時,射出成品的頂部外徑為29.63 mm,射出成品的收縮率約為1.23%。
圖13為運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的頂部內徑量測結果,所設計的射出成品頂部內徑為26 mm,其結果顯示,當冷卻液溫度為攝氏20度時,射出成品的頂部內徑為25.64mm,射出成品的收縮率約為1.38%,當冷卻液溫度設定為攝氏30度時,射出成品的頂部內徑為25.88mm,射出成品的收縮率約為0.46%。
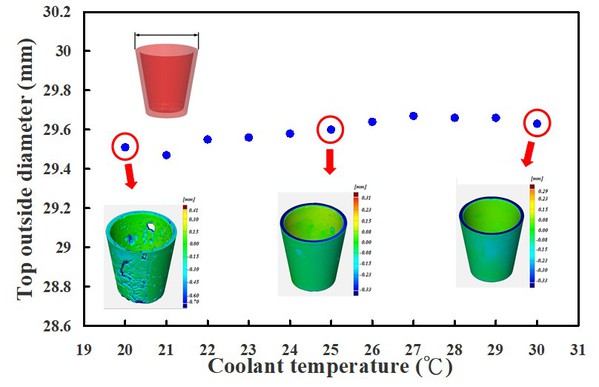
| 圖12 : 運用具有圓形異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的頂部外徑量測結果 |
|
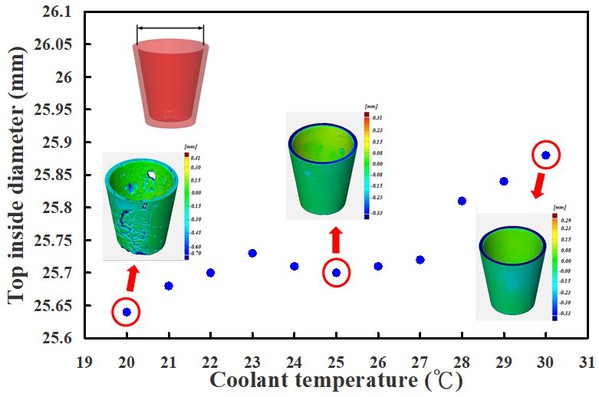
| 圖13 : 運用具有輪廓異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的頂部內徑量測結果。 |
|
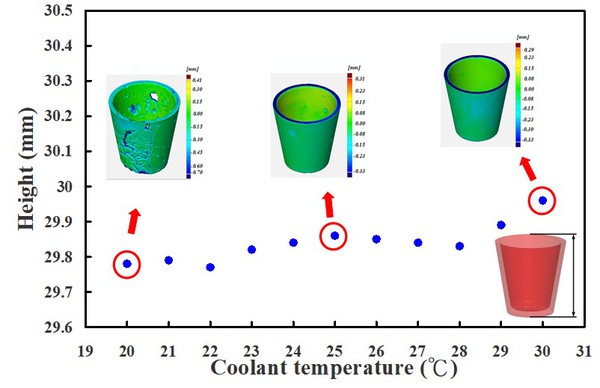
圖14為運用具有圓形異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的高度量測結果,所設計的射出成品高度為30 mm,其結果顯示,當冷卻液溫度為攝氏20度時,射出成品的高度為29.78mm,射出成品的收縮率約為0.73%,當冷卻液溫度設定為攝氏30度時,射出成品的高度為29.96 mm,射出成品的收縮率約為0.13%。
| 圖14 : 運用具有圓形異形冷卻水路麻時效鋼進行射出成型,於不同冷卻液溫度所製作射出成品的高度量測結果。 |
|
結論
本研究成果具備產業利用性與工業實用價值,可以將技術落實於新產品研發所需的快速模具製程上。此技術可以提供機械、光電、半導體與醫療產業所需的精密快速模具開發技術,協助相關廠商降低新產品的模具研發成本,提升國際競爭力。
本研究具有兩大特色:
一、科學化異形冷卻水路研究與分析:本研究運用Moldex 3D模流分析對於異形冷卻進行研究與分析,提出最適化的異形冷卻水路,以減少實作成本與時間。
二、運用積層製造技術製作輪廓異形冷卻水路:由於積層製造技術可以製作幾何形狀複雜和特殊斷面的3D實體模型,因此可以勝任幾何形狀複雜以及特殊斷面的異形冷卻水路製作。
(本文作者郭啟全1,2、江子凡3、陳威樺3、朱益均3、吳佳其3、邱紹軒3、許定洋4、楊欣宜5為1明志科技大學 機械工程系暨2智慧醫療研究中心教授、3機械工程系研究生、4工業設計系助理教授、5工業設計系研究生)
參考文獻
[1] A. Armillotta, R. Baraggi, S. Fasoli,” SLM tooling for die casting with conformal cooling channels,”The International Journal of Advanced Manufacturing Technology, Volume 71, Issue 1, 2015, Pages 573–583.
[2] Z. Shayfull, S. Sharif, Azlan Mohd Zain, R. Mohd Saad & M. A. Fairuz,” Milled Groove Square Shape Conformal Cooling Channels in Injection Molding Process,” Materials and Manufacturing Processes, Volume 28, Issue 8, 2013, Pages 884-891.
[3] Alban Agazzi, Vincent Sobotka, Ronan LeGoff, Yvon Jarny,”Optimal cooling design in injection moulding process–A new approach based on morphological surfaces,” Applied Thermal Engineering, Volume 52, Issue 1, 2013, Pages 170-178.
[4] D.E. Dimla, M. Camilotto, F. Miani,”Design and optimisation of conformal cooling channels in injection moulding tools ,” Journal of Materials Processing Technology, Volumes 164–165, 2005, Pages 1294-1300.
[5] Y. Wang, K. M. Yu, C. C.L. Wang, Y. Zhang,”Automatic design of conformal cooling circuits for rapid tooling,”Computer-Aided Design, Volume 43, Issue 8, 2011, Pages 1001-1010.