面對目前極端氣候威脅迫在眉睫,世界各國紛紛制訂禁售燃油車時程表,促使電動車成為後疫時代製造業扭轉乾坤關鍵。最新發表的多款新機,也可望搭配化繁為減工法,銜接汽車業轉型需求,將傳統汽車零組件、模具加工訂單大減的危機轉換為成長動力。
@內文為了早日實現淨零碳排放生活,各國禁售燃油車的年限已定,包含英國(2030)、法國(2040)、日本(2050)和中國大陸(2035)、加拿大及美國部份地區(2035),各國已紛紛發表逐步汰除或停止銷售、生產燃油車輛等相關配套政策,皆成為支撐民眾換購電動車(HEV/BEV/PHEV)的驅動力。
全球兩大汽車消費市場之一的美國總統拜登甫上任便宣布斥資逾200億美元,將汰換美國聯邦政府機構約65萬輛轎車與卡車車隊為電動車,以同步振興美國汽車產業及推動再生能源轉型。大陸最新發布《十四五規劃》裡的「新能源汽車產業發展規劃(2021-2035年)」,也制訂於2025年新能源汽車須占新車總銷量20%、2035年超過50%目標,以及加快充電站等基礎建設。
展望2021年,隨著Tesla與眾多競爭對手爭相推出平價車款,配合電動車行駛里程、性價比、充電時間、缺乏充電設施等民眾換購電動車的各項擔憂條件逐漸獲得改善下,將使電動車的爆發帶來關鍵性的作用,估計全球電動車銷量增加40~50%,比起2020年約30~40%加速成長。
到了下一個10年(2020~2030),可望迎來汽車業百年一遇的變革,全球電動車銷量陸續提升至2025年的1,100萬輛、2030年3,100萬台,亦即未來10年增長10倍;電動車普及率則會提升至2025年的12%、2030年的31%,創造整體產業發展的重要動能。
台灣研議延長投抵優惠 逐鹿國際電動車市場
反觀台灣過去因為以中小企業為主的經營模式,無力自主研發,也很難切入固定生產模式的車廠Tire1供應鏈,甚至連生產燈具、AM零組件都會遇上專利地雷,正應該加速打造電動車產業成為下一座護國神山。
目前德、美、日系傳統汽車大廠則擔心若直接跳進純電動車領域,將是很大的挑戰,為了緩解對中衛體系的供應鏈衝擊,實際上還是以HEV型式的電動車款商業化程度最高,看似沒有太大變化的車殼,供應商同樣必須摸索使用新材料、工法,才能滿足電動車對輕量化的需求。
經濟部認為精密機械等傳統製造業升級智慧機械,將是台灣發展電動車產業的重要關鍵,正初步研議再延長《產創條例》的投資抵減優惠3年,以協助有意朝高值化升級的傳產業者發揮中小企業靈活彈性的優勢,擅長快速生產少量多樣的產品;還能繼續精進技術,促進產業升級。
外貿協會將依2035年為目標,打造首屆結合線上/線下模式的「台灣國際智慧移動展(2035 E-Mobility, Taiwan)」,完整呈現台灣電動車與自駕車生態系。

| 圖1 : 為了迎接汽車業發展百年以來的最大變革,台灣正積極打造電動車產業成為下一座護國神山(source:cdn.viewing.nyc) |
|
工具機產業立足加工根基 可望搭上電動化便車
由於傳統汽車零組件、模具加工市場約占工具機產業客戶40%以上訂單,工具機暨零組件公會(TMBA)理事長許文憲也曾公開回應外界對於汽車業電動化商機的期待,他認為:「在汽車電動化之後,雖然電子及電池模組成本估計將占整車一半以上,且取消了引擎、變速箱等關鍵零組件,但齒輪、動力馬達、鋁輪圈、導線架等加工領域仍保有台廠一席之地,公協會也將主動促進產業鏈互相交流打群架。」
上銀集團總裁卓永財進一步表示,預期2030~2035年電動車時代來臨,包含電動車上的剎車、轉向器等關鍵零組件仍均須經過滾珠螺桿、齒條傳動,上銀除了藉此切入電動車大廠供應鏈,還特別引進德國先進滾齒機加工;電動車馬達也會帶動新的設備需求,當其要求納入靜音設計,齒輪研磨機就成關鍵,上銀旗下則有邁萃斯精密公司可支援。
東台集團董事長嚴瑞雄也強調電動車少了引擎、變速箱之後,為了追求續航力而須要求電池及車身結構輕量化,促成鋁製零組件、鍛造輪圈、底盤結合電池殼等創新產品問世,傳統金屬加工設備也須改變工法。東台正透過旗下兩家歐洲子公司奧地利ANGER、法國PCI練兵,並透過全面整合人、機、料、法、環、測等手段,提高工具機附加價值。
嚴瑞雄指出:「放眼未來5~10年,台灣工具機產業除了標準單機之外,還應納入許多零組(配)件、軟體和自動化系統整合加值,如同可任意搭配A、B餐的套餐。」隨著客戶對於多樣少量加工件的品質、效率要求提升,逐步加入檢測儀器、工業機器人,甚至衍生出五軸、多功能複合式工具機,顯示未來工具機除了具備零組件硬體之外,還須有中小型系統整合商協助擴大整機市場,東台將扮演產業醫生的角色,以解決客戶痛點、提高效率,令產值倍增,把餅做大!
東台除了逐步建立S.(Standard;標準)+O.(Option;客製需求)+I.(Integration;系統整合)解決方案,現也將自動化上下料系統(load-un load)列為標配,預估2030年將全面加裝在80%銷售機種,而非等到開發完成機台後,再邀系統整合商評估。嚴瑞雄說:「有別於現今市面上狹義自動化系統以上下料為主,卻在導入前未考慮操作人員不僅整天上下料,還要負責量測、修補、換刀等工作,未必覺得好用。」東台則必須先確保生產系統穩定有效,加上檢(量)測儀器的廣義自動化提高OEE,才能讓機器人與人妥善分工,持續自動化產出良品。

| 圖2 : 東台集團董事長嚴瑞雄強調電動車為了追求電池及車身結構輕量化,傳統金屬加工設備也須改變工法。(攝影/陳念舜) |
|
發得科技熱銷的明星商品「輪圈加工機」,則是以大陸為主要銷售市場的出口機種,在當地稱為新能源車輛的油電混合動力車、純電動車產量逐年上升帶動下,正加入迎合市面上其他車種占有率的板塊位移,並帶動各大傳統車廠轉型趨勢。
進而領先業界進行內部轉型,導入產品生命週期管理(PLM)概念,建置輔助設計全3D機件圖面模組化的概念,解決了傳統製造業一機一手冊等不可能的任務,而可隨時因應產線更動,調整研發項目的圖像管理系統。
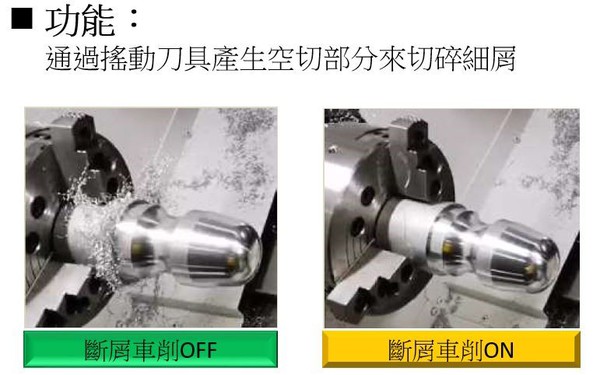
即使近年來因為複合材料應用快速發展,高韌性及切削難度高的材料廣為各產業應用,包含航太業大型工件、汽車輪圈到微型生醫零組件,都考驗著設備廠商的切削整合能力。發得科技則自豪能以近年整合大廠的經驗並持續深化技術,以提升產品差異性為目標,針對斷/清/纏屑,進行產品最佳化,持續於工具機產業深耕。
瀧澤發表一機多工機種 率先迎合電動車商機
台灣瀧澤科技公司總經理戴雲錦表示,該公司不僅持續提供客戶完整自動化、Turnkey解決方案居多,以協助傳統汽車加工業者建置電動車關鍵零組件生產線,切入供應鏈。但他也坦言,面臨目前後疫期和少子化缺工時代,造成業務銷售、技術支援人員恐無法出差,終端消費市場又迎來電動車變局,對於傳統單一功能標準機需求勢必銳減,現場操作人員必須因應變革,加速開發一機多工機種。

| 圖3 : 台灣瀧澤科技公司總經理戴雲錦表示,面臨後疫期和少子化缺工時代,終端消費市場又迎來電動車變局,對於傳統單一功能標準機需求勢必銳減,現場操作人員必須因應變革。(攝影/陳念舜) |
|
在2020年底因疫情造成景氣寒冬時,台灣瀧澤科技便開始在自家廠內打造首條智慧生產線,斥資上億導入機聯網、預測診斷、工業物聯網(IIoT)、機器人等智慧元素;並利用其主軸、刀架高度自製的核心優勢,充份掌握品質與交期,克服進度最複雜、耗時,與種類最多的製程,讓員工提前練兵也探索客戶真實需求,預計今年還會再完成第二條產線。
同時推陳出新多款五軸、雙主軸雙刀塔、立式車銑複合工具機種與超精密車床,滿足醫療、航太、汽車、電子等產業客戶期望縮減廠內占地空間,以及一機多工需求,大幅減省治具和繁複工程的時間與成本,直接與日系同級機種透過工藝競爭;自主開發智慧化加值軟體,縮短編程、時間和防碰撞;搭配FANUC最新數控系統,以提高中小企業客戶連線監控多部加工設備效益。
| 圖4 : 台灣瀧澤科技今年推陳出新多款五軸、複合工具機種,搭配自主開發智慧化軟體、FANUC最新數控系統,大幅減省治具和繁複工程的時間與成本。(source:台灣瀧澤科技) |
|
創浦導入綠光雷射科技 電動車市場雷電交加
德國雷射大廠創浦集團(TRUMPF)也表示,如今隨著技術進步、法規要求和不斷發展的客戶需求共同推動下,電動車已不再是寡佔市場,而逐漸轉變成為大眾市場的主流產品。包含汽車製造商、供應商和機器製造商正積極尋求符合大批量和一貫高標準生產流程的方法,以利生產各種電動汽車零配件。
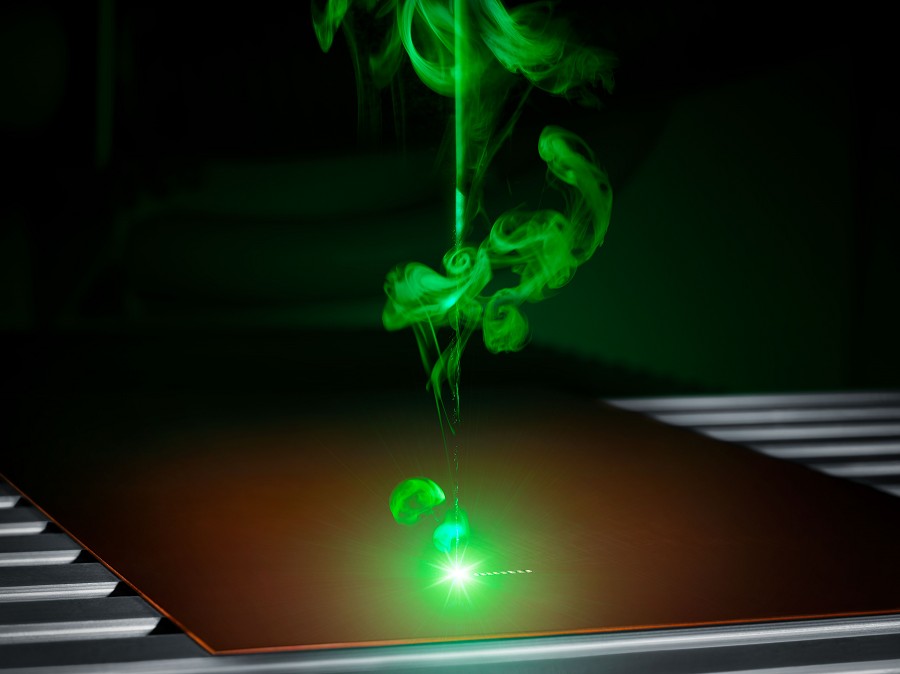
例如現今針對焊接於電池、電動機和動力系統的銅質電子元件,已可利用強大的綠光雷射提供高生產率,可靠的工藝,高質量的焊接和可重複的結果。但創浦集團指出,雖然銅因為具有高導電和導熱特性,而成為電子元件的理想選擇,卻往往只能吸收大多數工業雷射加工波長範圍內的少量紅外線光,導致在大約1μm波長下處理會變得非常困難、效率低落,於室溫下幾乎反射95%,而僅吸收3~5%;還要考慮因為反射損壞周圍環境的風險,倘若腔室狹窄且密閉,或讓對溫度敏感的元件靠近焊點,風險還會進一步增加。
另隨著銅溫升高,增加吸收紅外線光的速率最高可達20%,但因為開始焊接的過程中須輸入高能量來加熱材料,一旦達到熔化溫度,輻射吸收率就會突然增加,產生難以控制的能量峰值,而導致焊接開始延遲,即便採用相同參數也無法精確再現,造成生產過程複雜化,無法事先確定焊縫將從何處開始。尤其是在製造電動車等充滿敏感電子設備的密閉環境裡,過多的能量恐導致整個焊接路徑飛濺的不穩定過程,如今則可透過綠光雷射解決。
創浦集團表示,雖然科學界早就知道銅對吸收較長波長的光束效率,會比起波長較短者好得多,但直到近年來市面上才能以工業焊接所需的功率水準來提供這種光束源,並利用現代工業碟型雷射在綠色光譜約515nm波長範圍裡提供2kW輸出功率,讓銅在室溫下吸收率約40%,達到近紅外線波長的8倍,更高的吸收率意味著可透過散焦的雷射焊接,處理時間相對較短,因此造成熱量損耗、被焊接的零件變形較小,並承受較低的熱負荷。
因此還顯著改善了焊接性能,使得工藝更穩定、焊道表面更光滑,形成的飛濺更少及熔深一致;對銅進行可重複的熱傳導焊接,穿透深度達500μm,不致形成鎖孔而是接縫形式,導致金屬蒸氣更容易散逸,同時提升了連結的導電性,讓綠光雷射更穩定、加工過程低飛濺及焊縫表層更均勻。
| 圖5 : 綠色雷射不僅是加工銅的絕佳選擇,還適用於其他廣泛使用的工業金屬,為電動車從電池、動力系統到電力電子設備等零組件製造領域提供了眾多應用。(source:TRUMPF) |
|
創浦集團說:「銅的深熔焊接是2kW功率的綠光雷射另一個重要領域,能再度讓使用者實現1.5mm一致的焊接深度,優於傳統近紅外線光束。」未來用戶只須堅持線性焊接,不必借助光束振盪(擺動)即可獲得高質量的接縫,提高進給速度和生產率;且因為需要定義的參數更少,使得整體加工過程更簡化。許多測試已表明無論銅是拋光、打磨等表面特性,均不會影響綠光焊接效果;未經處理的銅還是會被嚴重氧化,表面刮痕或高反射鏡面都沒有差別,在許多情況下若使用綠光雷射,則用戶毋須進行噴砂、鍍錫等上游表面處理工作。
目前綠色雷射不僅是加工銅的絕佳選擇,還適用於其他廣泛使用的工業金屬,例如鋁、鋼和金等,對於希望使用單個光束源,處理多種材料的用戶而言,綠光雷射也為電動車從電池、動力系統到電力電子設備等零組件製造領域提供了眾多應用。
**刊頭圖(source:roi-international.com)