流體輔助射出成型製程是在塑膠射出成型時,將輔助流體注入,使內部為中空的成型技術。產品雖然中空但是尺寸安定,並能製造出射出或吹塑成型無法達成的中空成品。此外,相對於傳統射出,流體由於在塑膠內部保壓,壓力能夠從肉厚的核心有效而且均勻的施於成品的表面,對於成品的收縮率、凹痕的改善、尺寸精密度、殘留應力等有很大的助益。目前國內外仍積極地推廣應用此項成型技術,並持續地在進行不同新製程技術專利申請[i,ii,iii]。
其製程方法依射入模穴內熔膠樹脂的量,可分成兩類:
1.短射法
此為流體輔助射出成型法最早期的應用,其射出樹脂量較模穴空間小,利用輔助流體將樹脂展延、賦形,此法適合棒狀及大型中空製品,成品中空率通常不高於35%。
2.滿射法
射出樹脂量與模穴空間相等,此時輔助流體不輔助充填,只在冷卻時保壓,補充熔膠收縮,並可搭配不同製程達到產品掏空的目的,而中空率可控制範圍較短射法更廣。若應用在薄板狀製品之成型,能有效改良凹陷、翹曲。
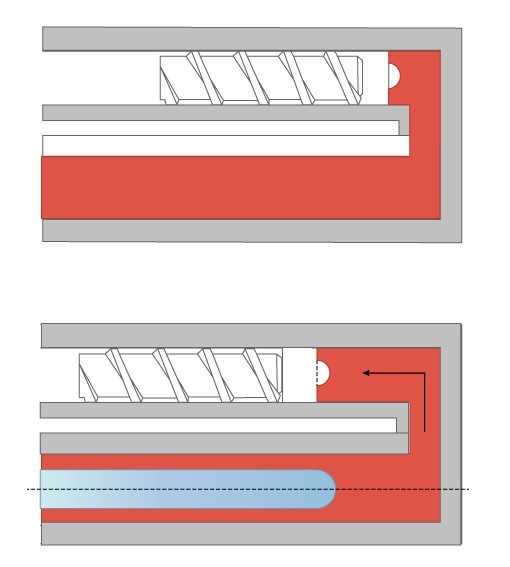
由於短射法容易在產品留下遲滯流痕(Hesitation flow mark),業界目前較常所採用滿射流體輔助射出成型法;以水輔射出成型而言,常用的是滿射倒流法,如圖一所描述,其澆道和流體入口位於模腔的兩端,在熔融塑料完成滿射充填後,另一端將注入輔助流體,迫使熔融塑料流回螺桿內。
這種製程方式,一樣可消除短射法的流痕問題,並且可以重複使用流回到螺桿內的塑料,又不需溢流腔材料的浪費。但此類製程的噴嘴需要專門設計,以防止材料在初始注入階段產生回流。此外,產品設計也需要考慮澆道和流體入口位於模腔的兩端。
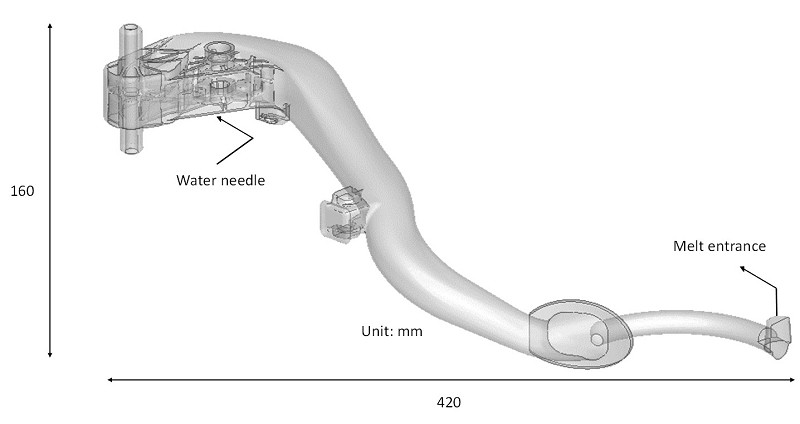
本文案例是針對一使用滿射倒流法成型的車踏板件進行水輔助成型模擬。此踏板件為了強度及機構設計的需求,是一肉厚變化不均勻的產品幾何(圖二)。此模擬的想法是希望透過滿射倒流法來掏空減重,並避免溢流區的塑料浪費。實驗所使用的材料為結晶性的PA6尼龍6,所採用的材料參數則參照商用軟體Moldex3D內建的數值,加工條件如表一所列。
表一 車踏板件加工條件表
|
料溫/模溫[℃]
|
280/90
|
|
充填時間[sec]
|
1.82
|
|
預填比例[%]
|
100
|
|
延遲時間[sec]
|
3.3
|
|
水注入時間[sec]
|
5.81
|
|
水注入最大壓力[bar]
|
160
|
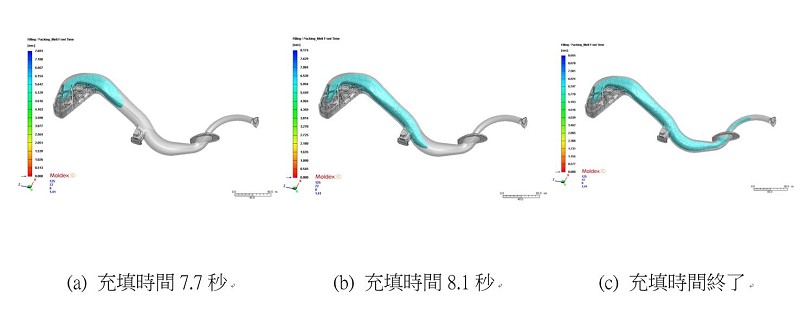
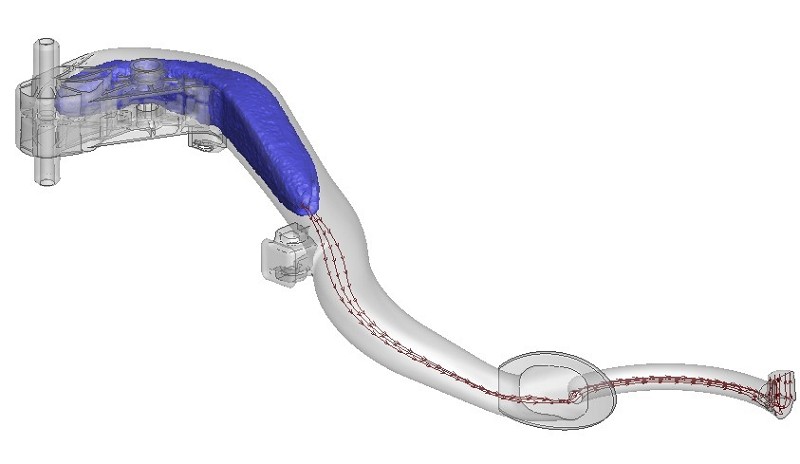
滿射倒流法成型最大的不同,便在於輔助流體進入時,需將特別設計的噴嘴閥開啟,讓熔膠回流至螺桿中。因此在本案例中,當輔助水開始進入時,我們會將熔膠入口壓力設定為零,使得整體壓力梯度分布的趨勢反向,呈輔助水高壓而熔膠入口處低壓的行為。整個滿射倒流法水滲透及壓力模擬分布,可透過圖三的動態瞬照圖觀察而得。進一步觀察圖四的流線及輔助水滲透分析結果,亦可發現輔助水受到壓力梯度分布的影響,透過流線速度方向指引來了解輔助水會滲透的最有可能路徑。
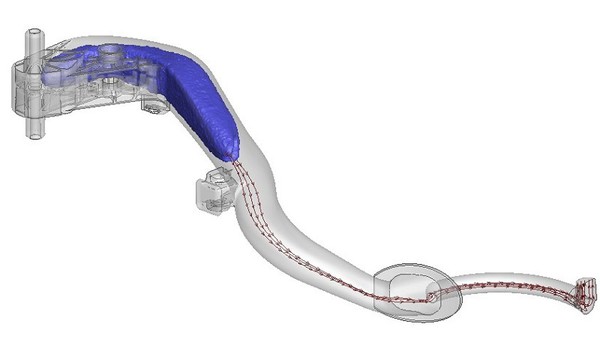
| 圖四 : 車踏板件在充填時間8.3秒時,模擬輔助水滲透及流線分布圖 |
|
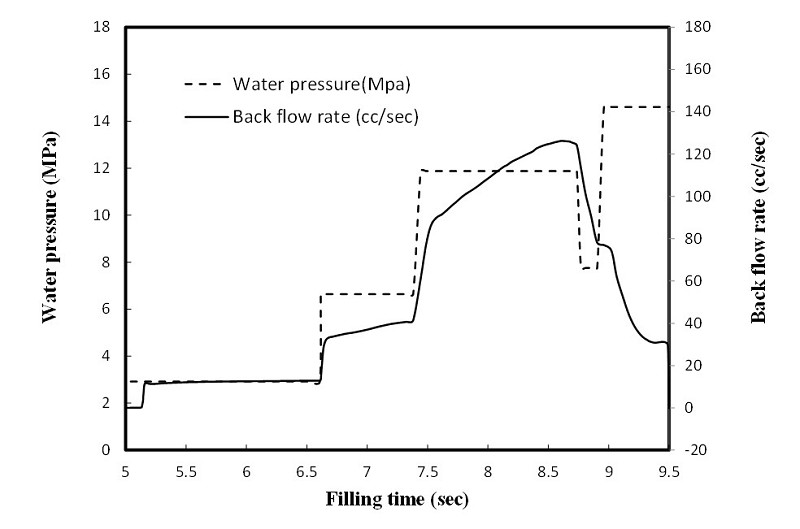
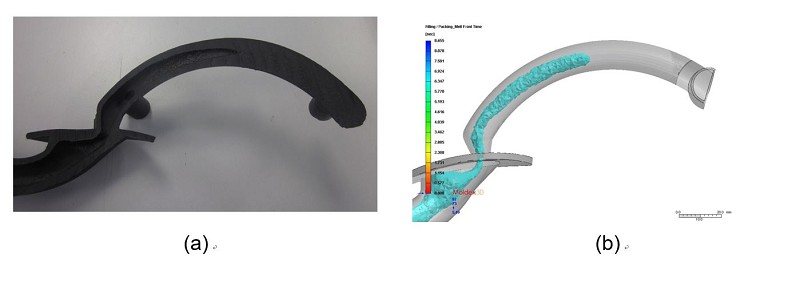
當輔助水開始進入後,統計此時熔膠入口的流率,可繪成圖五隨流動時間變化輔助水壓力與倒流流率的關係圖,很明顯觀察到倒流流率大小,會受到輔助水壓力大小切換時的影響。當流動時間愈接近輔助水掏空的後段(流動時間8.7秒後),為避免輔助水回流到噴嘴,造成下一模次成型的困難,因此會減小輔助水壓,減少塑料回流的量,讓最後輔助水滲透的位置殘留於冷流道上(如圖六),模擬及實驗結果可以得到相當符合的趨勢。噴嘴處的回流閥會在流動時間8.8秒時關閉,關閉同時,將提高輔助水的壓力,來達到最後產品保壓的目的。
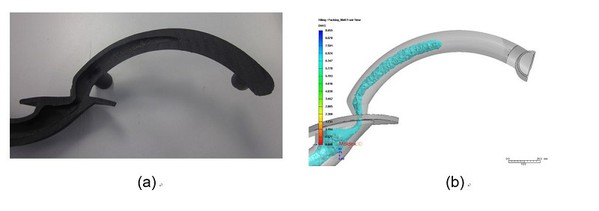
| 圖六 : 車踏板件水滲透掏空圖(a)實驗和(b)模擬結果比較 |
|
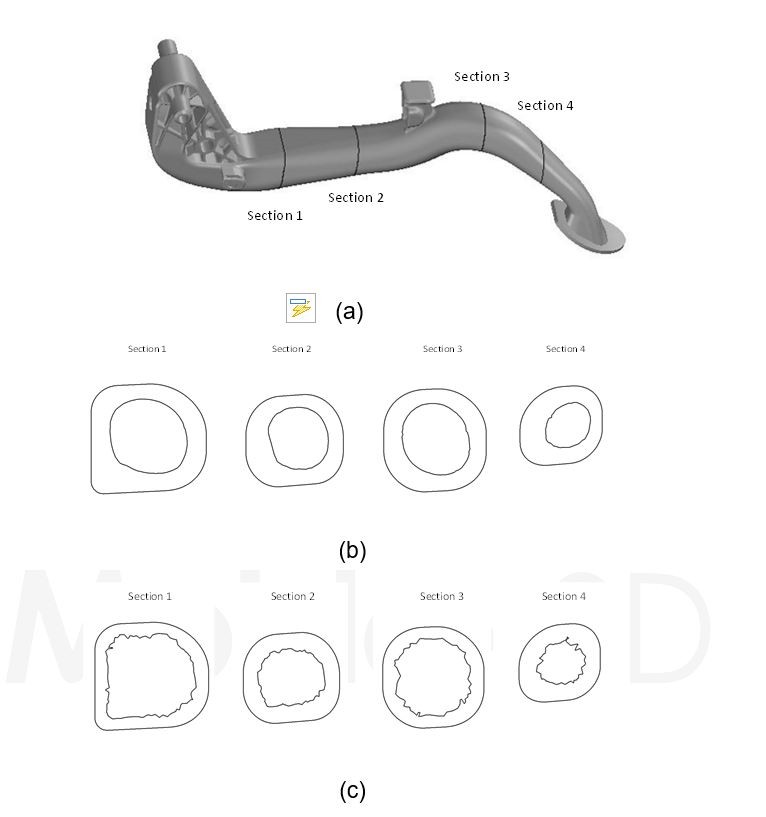
為進一步檢視輔助水掏空的情況,圖七(a)對產品進行四個不同截面區的掏空行為比較。從圖七(b)實驗和模擬圖七(c)的結果都可觀察到,在截面積較大的區域,輔助水掏空的比例會較多;而在愈接近熔膠入口的截面則反之,原因是製程成型的此時,會施加一減小的輔助水壓,加上熔膠的固化層已逐漸增加,使得回流量變小,進而使Section 4的掏空面積較小。
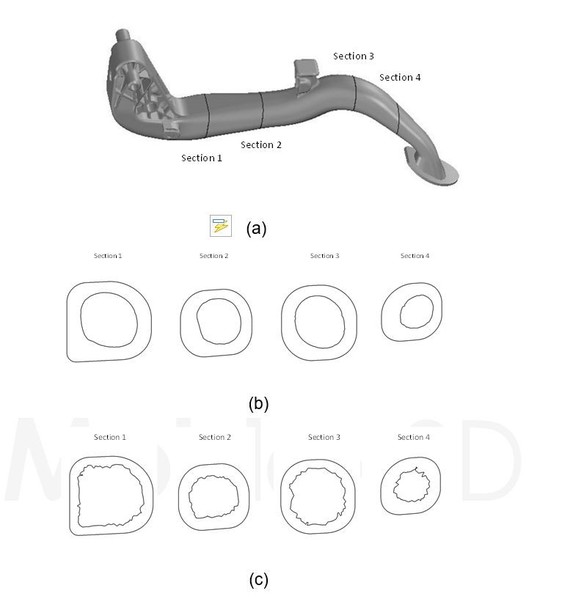
| 圖七 : 車踏板件不同截面掏空比較:(a)截面位置示意圖、(b)實驗結果、(c)模擬結果 |
|
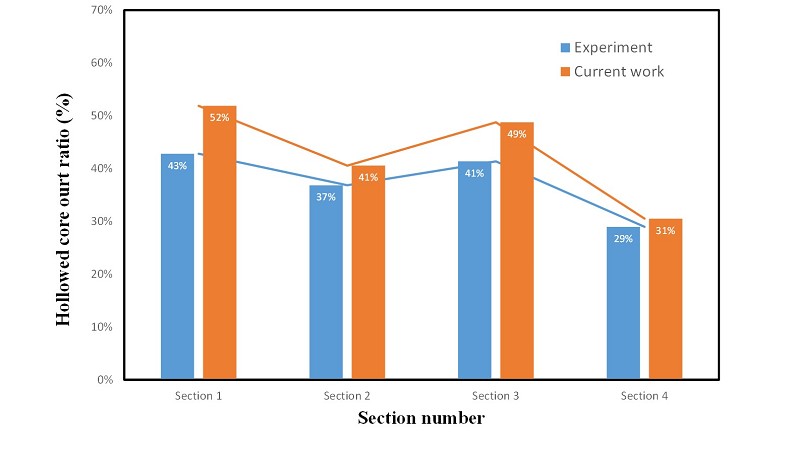
圖八將模擬及實驗的輔助水掏空面積比例進行定量比較,發現模擬和實驗都有相同的趨勢,但是很明顯地在截面厚度較大的Section 1及Section 3兩個區域,模擬結果都有掏空過多的情況,推測應是目前對於輔助水的計算仍屬層流計算假設,未能補捉到在較厚區域材料黏度造成的渦流行為。
隨著水輔助成型技術的演進,慢慢轉往滿射成型法的研究,就作者的瞭解,本研究是文獻上第一個進行不同滿射成型法的模擬分析探討,實際對複雜幾何的充填流動製程,進行全三維的模流分析模擬,同時亦考慮了成型方法條件對產品掏空程度的影響。本研究的分析預測結果與實驗結果圖比較,皆相當的接近。這對於未來進行更多不同型式滿射式流體輔助成型法,提供了一個正確的基礎。
參考文獻
[i] M. L. Wang, R. Y. Chang, C. H. Hsu, Molding Simulation: Theory and Practice, Hanser Publications, 2018
[ii] 陳晏壽, “液體輔助射出成型製程之研究與探討”, 碩士論文, 長庚大學, 台灣桃園, 2002
[iii] L. Li, Y. Peng and W. Wei, “Recent advances on fluid assisted injection molding technique”, Recent Patents on Mechanical Engineering, Vol.7, No.1, 82-91, 2014