在軟硬體技術的同步進展下,現在機器視覺在自動化檢測領域,已能取代一般的人眼辨識,而近年來智慧化成為製造業趨勢,工廠設備的數據擷取與儲存方式也走向數位化,在機器視覺領域也是如此,數位化不僅讓產品檢測的數據格式一致化,更可與IT系統整合,延伸出各種應用,進而提升產品價值。
| 圖1 : 近年來智慧化趨勢加快,工業相機的技術也同步提升,無論是解析度、通訊傳輸與整合性,都有大幅進展。(source:Kickstarter) |
|
在機器視覺系統中,工業相機扮演了設備前端眼睛的角色,其架構與規格也隨著製造市場對辨識速度與彈性化的要求而快速演進,尤其是近年來智慧化趨勢加快,機器視覺又是各類自動化設備中智慧化腳步較快的環節,因此,各設備供應商新品問世速度也較其他產品更快。
CMOS獨佔產線檢測市場
工業相機的重要架構包括感光元件與通訊介面,以工業相機大廠The Imaging Source兆鎂新新產品為例,就可看出其發展趨勢。兆鎂新的新產品為搭載Sony Polarsens? 5.1百萬全局CMOS感光元件,傳輸介面則可使用乙太網介面(幀速率最高可達24fps)或相對快速的USB 3.0介面(最高可達75fps)。
| 圖2 : CMOS的特色在於省電、體積小,加上製程成本較低,取像較為快速,適合一般工業自動化應用上高速檢測的需求。(source:AIA | Vision) |
|
工業相機與一般數位相機一樣,在影像品質需求下,早期均採用高靈敏度與低圖像雜訊的CCD,半導體製程的CMOS影像感測器早期的解析度較差,且有雜訊問題,因此少有廠商使用。不過,此一情況在2016年開始翻轉,半導體技術的蓬勃發展帶動CMOS技術提升,加上生產成本較低,導入相關技術可有效降低機器視覺系統的整體造價,在此態勢下,CCD逐漸失去市場,尤其在市場主力Sony關閉CCD產線後,CMOS已獨佔機器視覺市場。
至於CCD由於抗雜訊技術較佳,動態成像的水準較高,較常用於科學研究與工業高端應用;CMOS的特色在於省電、體積小,加上製程成本較低,取像較為快速,適合一般工業自動化應用上高速檢測的需求。
以兆鎂新的新產品來看,此款產品所採用的Sony Polarsens? 技術使用四向奈米線(0°, 45°, 90°, 135°)微偏振器(four-directional nanowire micro-polarizers),置於每個2x2像素陣列前(計算單位),提供多向偏振光影像,由於塑膠、玻璃、金屬及液體這類型材質都會呈現固有的偏振特性,而此系列感光元件的偏振濾鏡,就可利用這項性質可視化各個材質的表面應力及表面刮痕,同時減少不必要的眩光,強化邊緣檢測或增進低對比度材質的對比值。
USB漸成通訊傳輸主流
至於通訊傳輸,這款產品同時支援乙太網路與USB3.0兩種介面,這也是目前工業相機的主流選擇,其中USB3.0的發展潛力更被業界看好。USB的特色除了穩定度外,熱插拔帶來的彈性化,更加深了此技術在機器視覺的優勢。
從工業相機傳輸標準的發展來看,USB已然成為此一領域中的主流,USB不管在成本、頻寬、使用方便性,都優於目前是廠商的其他介面,加上近年來穩定性問題已逐漸克服,在此態勢下,傳統的Camera Link、IEEE 1394等,由於頻寬、傳輸距離、整合度等因素不敷現有市場需求,已經逐漸淡出主流市場。
就目前的市場發展來看,現在工業相機傳輸標準主流之爭,USB已然取代GigE,但是從整體產值來看,GigE的整體出貨量仍然持平,USB相機的市佔之所以能大幅提升,除了填補Camera Link與IEEE 1394的原有市占比例外,更大的原因在於整體機器視覺市場的快速興起,這部分的新興市場中,系統廠商採用USB工業相機的比例相當高。
再與現在市場上常見的GigE相較,USB在工業相機於供電、熱插拔、高頻寬等方面都有更佳表現。現行的GigE要供電給工業相機時,必須有PoE設計,然而這必然要支付更多的成本,而USB直接透過供電傳輸介面已行之有年,在設計的便利性與成本面都更有優勢;另外,熱插拔也讓工控系統更便利,當設備的介面接頭脫落時,GigE需要重啟主程式,系統方能重新連線,USB只需將接頭再次接回即可,在頻寬部分,過去USB 2.0的最高頻寬只有480Mbps,遠不如GigE,不過USB 3.0問世後,高達5Gbps的頻寬,已超越GigE,在此態勢下,USB在機器視覺領域的應用後勢相當可期。
過去USB多應用於消費性產品端,多數工控業者對USB的穩定性有所質疑,不過隨著規範漸趨嚴謹,且USB3.0針對工業相機應用的標準版本USB3 Vision,也已被國際自動成像協會(AIA)採用,因此穩定性不足的問題已被解決,至於傳輸長度不如GigE,目前已有廠商推出可與光纖介接的技術,延長其傳輸距離。
3D視覺打造多元應用
除了影像感測元件與傳輸介面標準外,工業相機這幾年的另一熱門技術是3D視覺。過去產線檢測主要是偵測物體的表面瑕疵與外觀變形,後來開始有廠商針對輪胎溝痕或機器工件等需要偵測立體形狀的產品,推出以3D工業相機搭配影像處理軟體的解決方案,其做法與人眼類似,透過至少兩個鏡頭定位偵測點在空間的位置,再以軟體運算出受測物的結構,完成3D影像偵測。

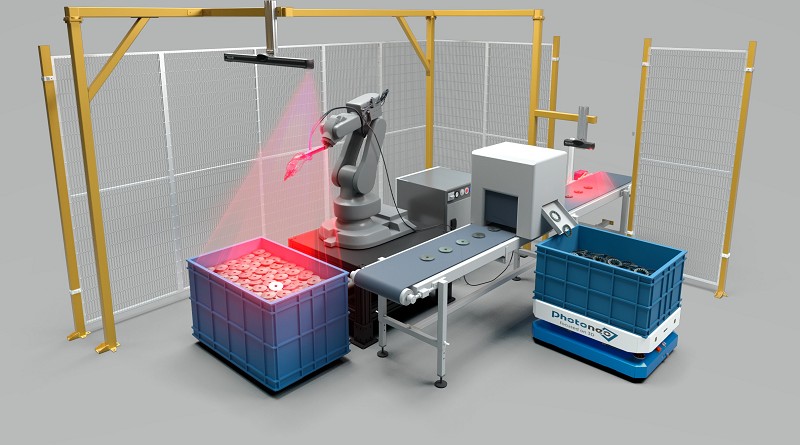
| 圖3 : 眼手協調的機器手臂除了夾取工件外,也可應用塗膠、噴漆、焊接等工作。(source:SODA VISION) |
|
不過,由於3D的影像處理速度偏慢,目前在產線檢測的應用尚未普及,反而是與機器手臂的搭配在近期快速增加。機器手臂的傳統運作方式,都是將產線上工件位置、手臂移動角度、定位點等數據先設定完成,機器手臂在按照設定移動,這種運作在大量生產模式下效益相當高,不過,在要求彈性製造的工業4.0體系下並不適用,因此機器視覺與機器手臂的搭配順勢而生。
眼手協調的機器手臂,先由工業相機找出工件位置與姿態,並將訊息傳給機器手臂,手臂依其訊息調整角度與方位夾取工件,而除了夾取工件外,此一搭配也可應用塗膠、噴漆、焊接等工作,這類工作在汽車製程中占有極高的比例,因此機器視覺與機器手臂的整合,在此領域的應用頗被看好。
在智慧製造趨勢下,機器視覺的技術發展速度越來越快,要提升系統效益,除了軟體外,身處最前端的工業相機也必須與時俱進,不斷強化其效能,方能打造出最適化的機器視覺架構。