為了能夠在技術快速變化的半導體產業中生存,不管是企業內部使用者,還是外部市場客戶,半導體廠商必須在客戶心目中樹立良好的形象,這是半導體企業保持市場競爭力和品牌價值所面臨的最大挑戰。「滿意度」是建立良好客戶關係的關鍵要素。反之,不能讓客戶滿意的業務是無法持續下去的。
QFN-MR(四邊扁平無引線–多排針腳封裝)是意法半導體卡蘭巴工廠產量的最大產品,不過,為同一客戶生產同一產品,有些外包廠(外包廠1和外包廠2)在產品品質上卻更勝一籌,這迫使卡蘭巴工廠必須自我改進。
產品1是QFN-MR產品,在量產預備階段,電測試電源電流總失效率不合格,總良率損失達到5.2%。產品1是意法半導體卡蘭巴工廠的一個新產品線,需要給主要客戶留下快速交貨的印象,但不能犧牲產品品質,因此,需要找到造成產品缺陷的主要原因。事實上,解決這些問題將會為卡蘭巴工廠量產類似產品平台帶來改良機會。
產品1配置
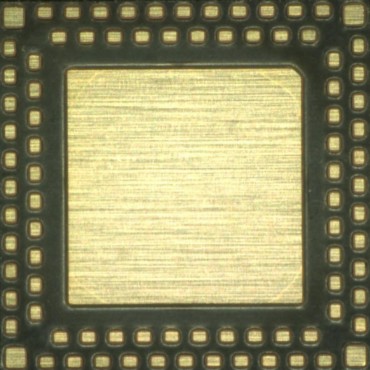
產品1是一款採用VPLGA封裝的BiCMOS(雙極互補金屬氧化物半導體)晶片,用於控制硬碟驅動器的馬達運作。VPLGA代表超薄格柵陣列四邊扁平無引線–多排針腳塑膠封裝,封裝厚度為0.90mm,達88個針腳。目標應用包括纖薄型電子設備和電腦硬碟驅動器的馬達控制。
圖1是產品1的封裝示意圖。
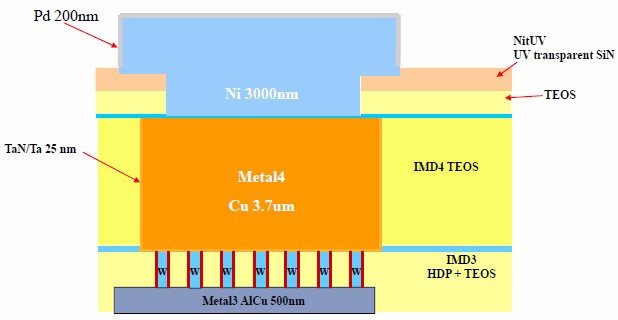
BiCMOS半導體製造技術
BiCMOS晶片由五層組成。NiPd (鎳鈀金)是最後一層金屬層,互連線就打在這一層上。
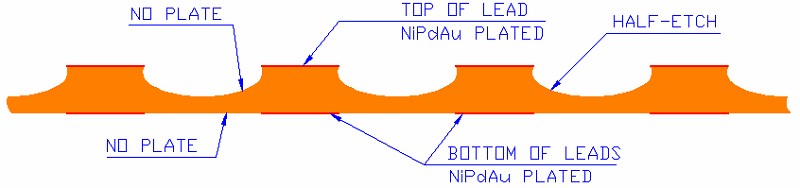
QFN-MR無膠帶引線框架封裝
無膠帶四邊扁平無引線封裝是一種引線框架封裝載體(平台),利用後製程蝕刻,在載體上形成針腳面積。與其它的類似微型封裝相比,無膠帶QFN封裝給意法半導體卡蘭巴工廠帶來更好的獲利,例如,引線框架成本低、支援多排針腳、相容銅線、無膠帶載體,以及晶片切割速度快。
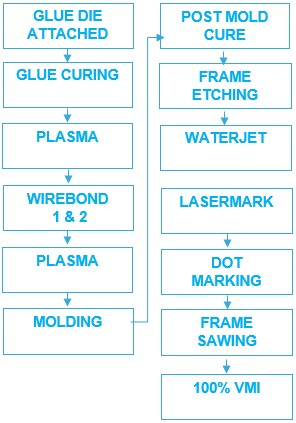
產品1封測全部流程
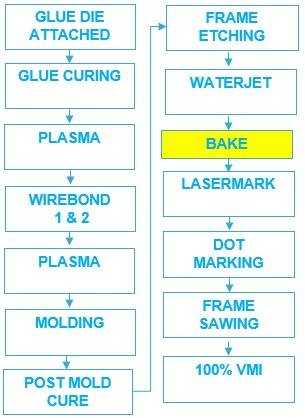
圖4所示是產品1的封裝流程,該流程在產品開發和認證測試階段制訂,基於現有封裝流程,採用相同的晶片製造技術和材料。
產品1線路應力表現
在產品1量產預備初期,最終測試的電源電流抑制比率是5.20%,遠超外包廠的0.35%。上面的直條圖是意法半導體卡蘭巴工廠與外包廠的電源電流抑制比的比較圖,兩者之間的巨大差距對意法半導體卡蘭巴工廠的未來業務發展構成重大威脅。
標杆分析和比較分析
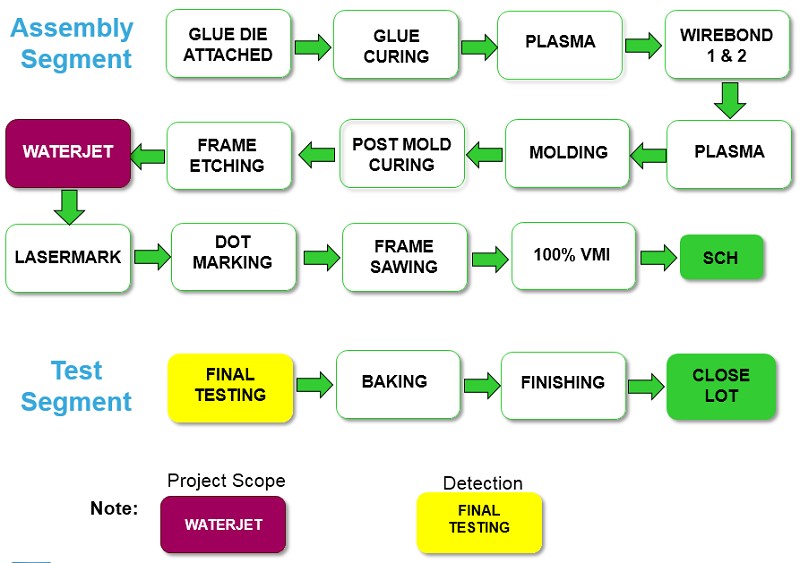
運用標杆分析和比較分析法尋找意法半導體卡蘭巴與外包廠在產品製造上的不同之處。需要說明的是,外包廠在水刀製程後還有烘烤製程。
在開始分析的時候,我們發現烘烤製程是主要不同之處。在清洗等濕法製程後,需要進行烘烤製程,除掉元件內的濕氣。初步分析結果顯示,烘烤是最終測試電源電流失效的主要因素,就是這個巨大發現讓專案組開始專注這個製程的研究。
同樣地,專案組還做了微流程圖,以確定專案研究範圍。
問題描述
在量產預備期,產品1電源電流抑制比是5.20%,被歸為封裝製程固有濕法製程造成的潮濕性風險。
實驗部分
材料
* 水刀
* QFN無膠帶引線框架封裝
* BiCMOS晶片
* 塑膠單元
* 檢查與測試設備
實驗重點放在主要根源(即水刀製程上)
確定問題根源並採取相應的糾正措施至關重要,研究方向主要放在濕法製程上,其採用微流程圖分析,水刀製程最有可能是潛在變異的根源。
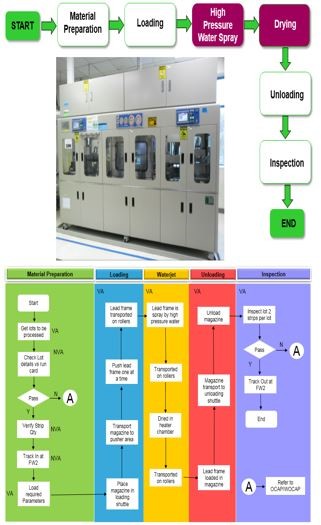
剖解水刀製程
為更佳瞭解水刀製程,需要逐步分析記錄點,觀察從材料製備、裝卸到檢查的整個元件製程。
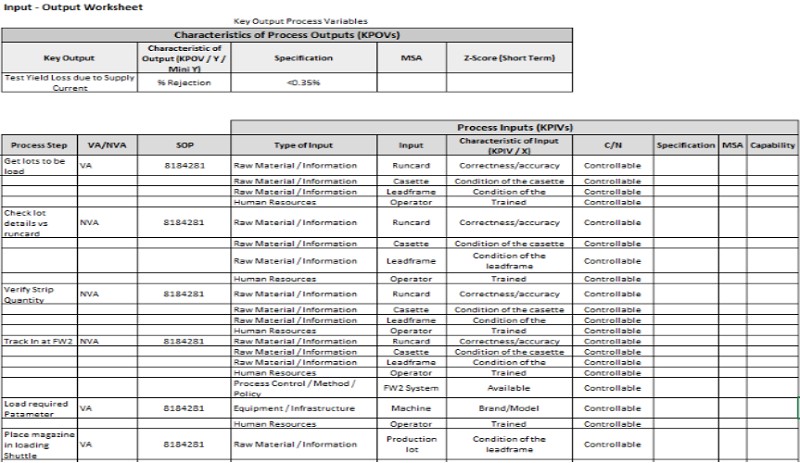
識別輸入變化
運用輸入輸出方法深挖變化因素。經過深入研究,42個KPIV變數被確定為重要的X因素,如圖9所示。
優先考慮因果關係
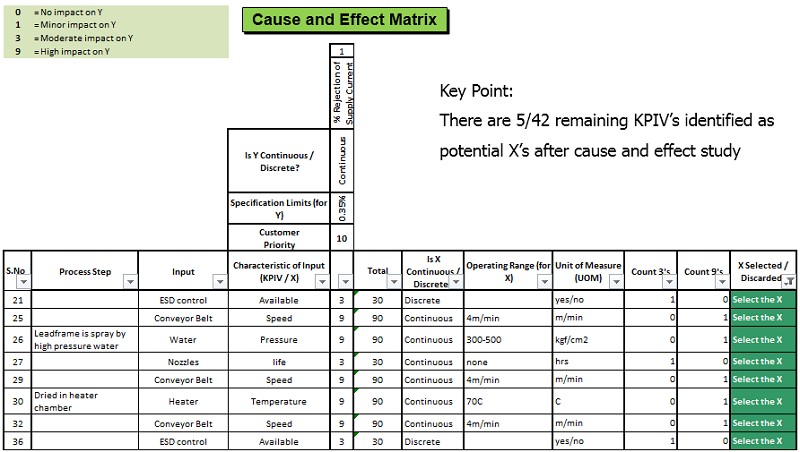
運用因果(C&E)矩陣確立輸入變數與X因素的內部關係,如圖10所示。
FMEA
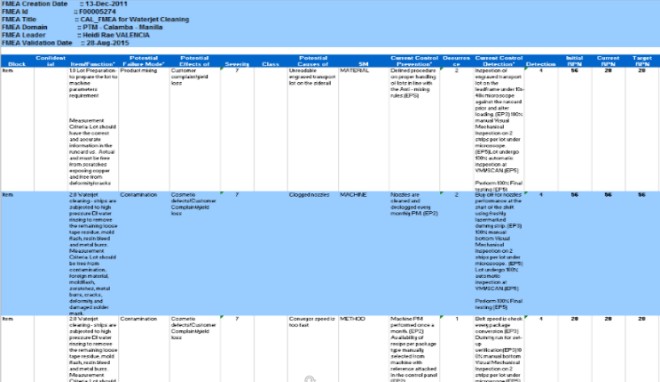
專案組還運用FMEA故障模式和影響分析法重新考慮變數關係。因為電源電流沒有故障模式,所以考慮從因果矩陣匯出的全部KPIV變數,如圖11所示。
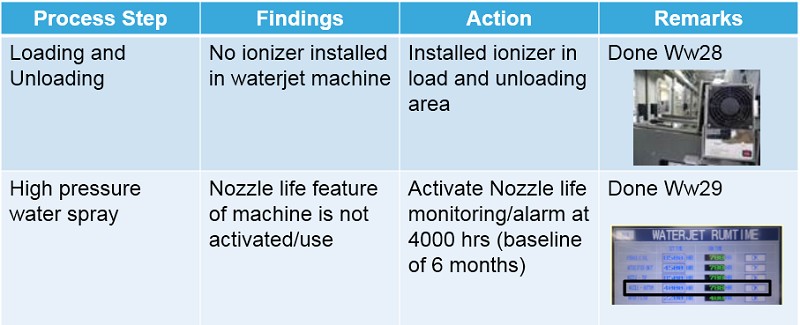
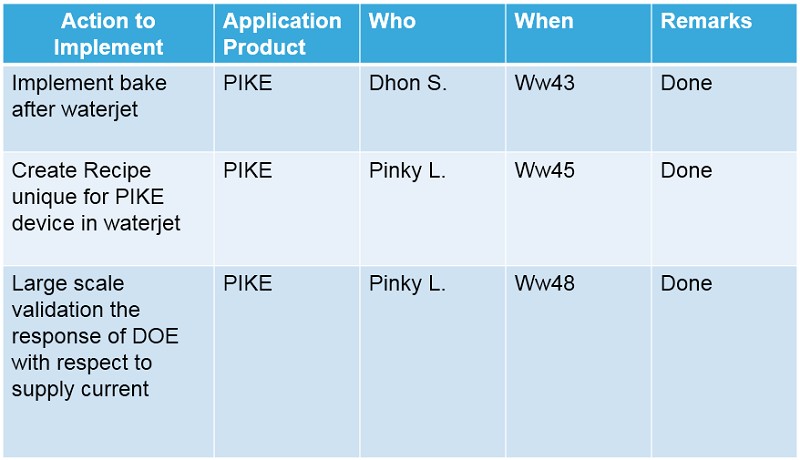
兩個速效方案
在完成上面的分析後,立即發現兩個(2)速效方案。
實驗結果分析
A.流程圖
‧ 這個專案覆蓋18個流程。
‧ 15個製程或83%是VA(增值),3個製程或17%是(無增值)
‧ 未發現隱藏工廠
‧ 在輸入-輸出工單中發現42個潛在X’因素。
B.因果矩陣
‧ 運用因果優先性分析法找到5個潛在的X因素。
C.FMEA
‧ 因為電源電流最初沒有被識別為故障模式,所以5個潛在X因素都被視為高風險。
D.速效方案
‧ 發現2個速效方案
驗證方案
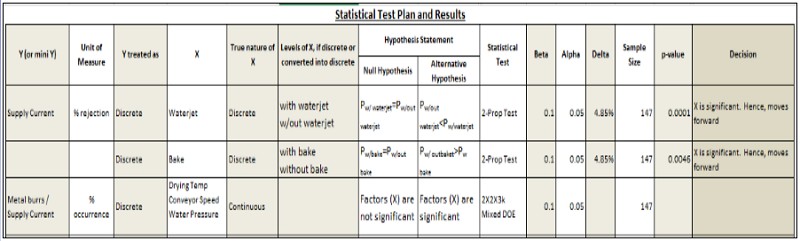
‧ 運用比例測驗法驗證GAP分析法產生的兩個(2)專案(烘烤測試)
‧ 運用混合水準DOE法驗證三個X。
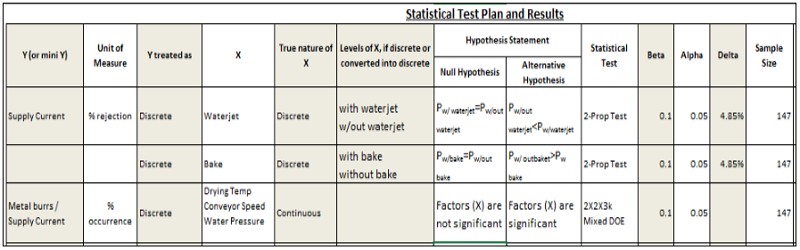
統計檢驗
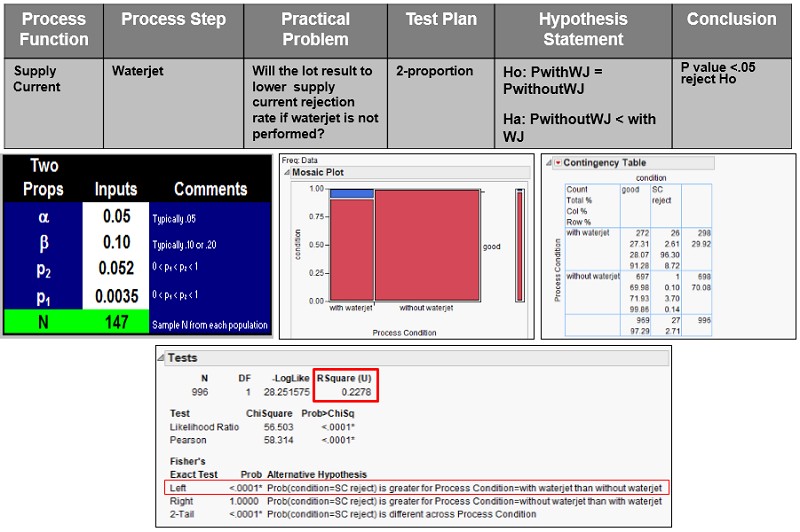
通過觀察圖14的統計假設檢驗結果不難發現,水刀後面的烘烤程序影響電源電流抑制比。
實用性結論:電源電流抑制在無水刀程序時較低,R-square值為22.78%,可信度高於95%。如果不採用水刀程序,電源電流抑制比較低。
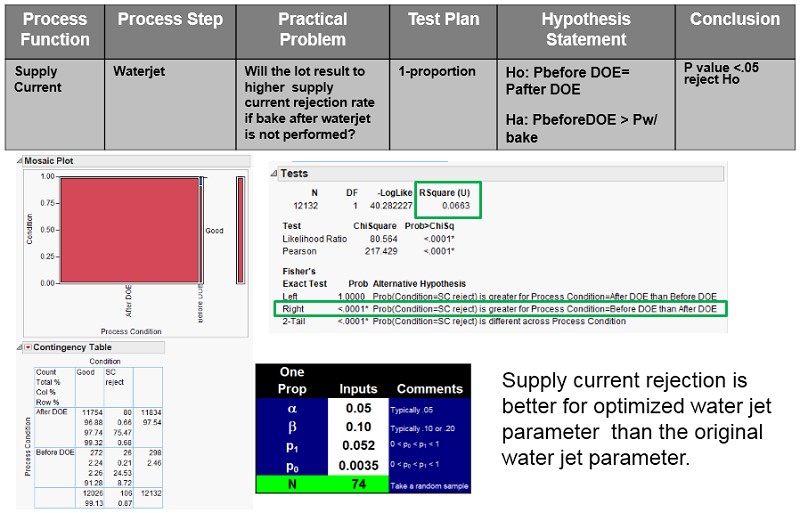
驗證方案
驗證結果(圖15)顯示,電源電流抑制比受水刀後面的燒烤製程影響,因此,如果無水刀製程,則抑制比會降低。
根據已發現的關鍵X因素,例如,輸送帶速度、烘烤溫度和水刀壓強,專案小組運用試驗設計方法進一步改進水刀製程。
試驗設計(DOE)
運用試驗設計法分析輸送帶速度、烘烤溫度和水刀壓強參數,目標是確定和設置使電源電流失效率最小化的最佳參數。
圖16所示是試驗設計方案,用於優化水刀關鍵參數。
從試驗設計結果看,當P值是0.0231時,壓強是影響電源電流抑制比的主要因素。當R-Square值是0.8997時,壓強與速度交互作用(P值是0.0231)、速度與溫度交互作用(P值是0.0242)、壓強與溫度交互作用(P值0.0405)是影響電源電流抑制比的主要因素。
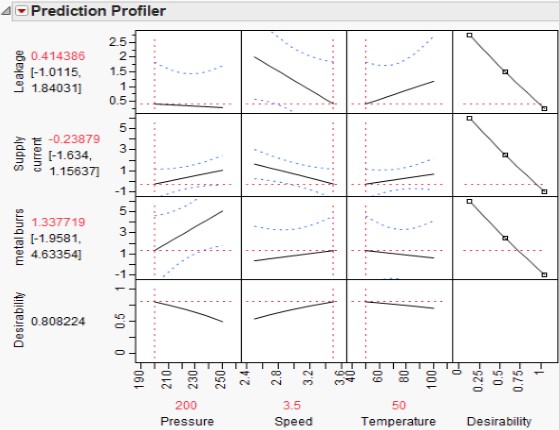
根據圖17預測剖析圖給出的最優設置,最大理想參數是在壓強=200psi,速度=3.5m/min,溫度=50 degC時取得的,在這些參數條件下,電源電流抑制比為-0.238+/-1.156,洩漏為0.414+/-1.84,金屬毛刺為1.338+/-4.63。
在P值=0.0231時,壓強是影響電源電流失效的主要因素;在P值=0.0231時,壓強與速度交互作用也是主要因素;在P值=0.0242時,速度與溫度交互作用是主要因素; 在P值=0.0405時,壓強與溫度交互作用是主要因素,可信度高於95%。
試驗統計發現,當P值 >0.05時,這些主要因素及交互作用不影響洩漏比和金屬毛刺。
觀察預測刻畫器報表不難發現,當壓強為200psi,速度為3.5m/min,溫度為50 degC時,電源電流抑制比、洩漏和金屬毛刺三個參數取得最優值。
試驗設計(DOE)結論
在P值= 0.0231時,壓強是影響電源電流失效的主要因素;在P值= 0.0231時,壓強與速度交互作用也是主要因素;在P值= 0.0242時,速度與溫度交互作用是主要因素; 在P值= 0.0405時,壓強與溫度交互作用是主要因素,可信度高於95%。
試驗統計發現,當P值 >0.05時,這些主要因素及交互作用不影響洩漏和金屬毛刺。
水刀是如何影響產品1電源電流失效的?
瞭解失效機制知識有助於提高統計結果的準確性:
‧ 封裝滲透率或高速水分子引起的摩擦磨損效應隨水刀壓強升高而提高。
‧ 高溫鼓風機(相同壓強)使氣體分子動能更強,增強摩擦磨損效應。
‧ 膠帶速度效應最有可能影響摩擦磨損(接觸速度),不過只限於鼓風機區,無水環境會逐漸消耗摩擦磨損效應。
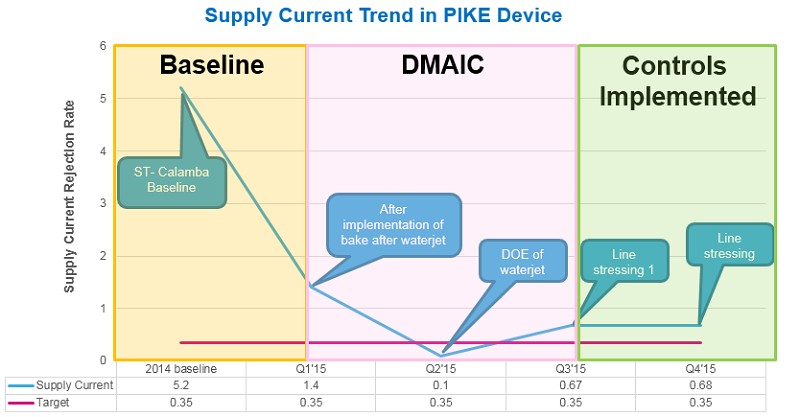
實現結果
意法半導體卡蘭達工廠取得0.35%的電源電流抑制比(外包廠基準),較試驗前的5.2%有巨大改進。
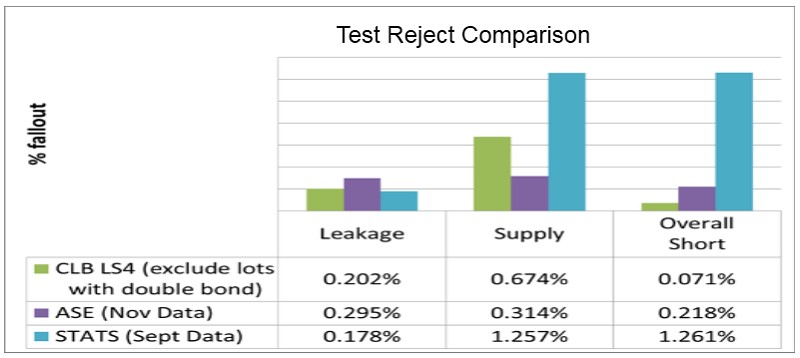
總結:
a.洩漏
- 意法半導體卡蘭巴工廠(0.202%)優於外包廠1的生產批次(0.295%),外包廠2為 0.178%.
b.電源電流
- 意法半導體卡蘭巴工廠(0.674%)優於外包廠2的生產批次(1.25%),外包廠1為 0.314%.
c.Over-all short (SBL 0.5%)
- 意法半導體卡蘭巴工廠(0.071%)優於外包廠1的生產批次(0.218%)和外包廠2的1.261%。
改正預防措施
為將取得的改進效果保持下去,需要落實下面的措施並密切監視落實情況:
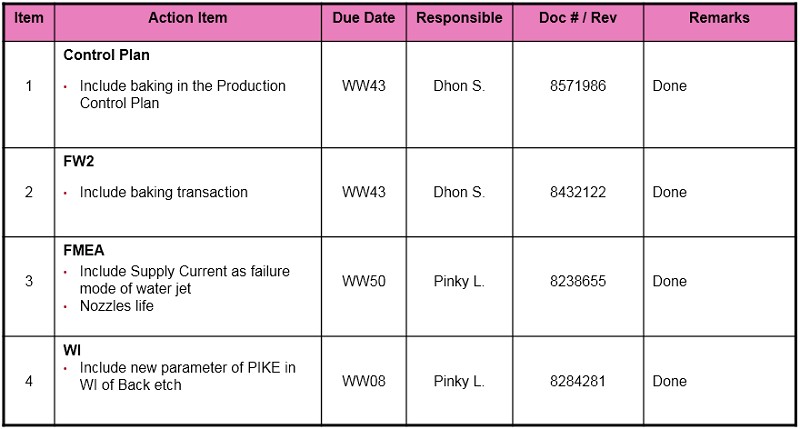
文檔資料
所有分析活動和知識都寫成文檔保存,以便在產品量產期間參考。控制方案、FMEA、作業指導、包括烘烤的新流程均製成文檔保存。
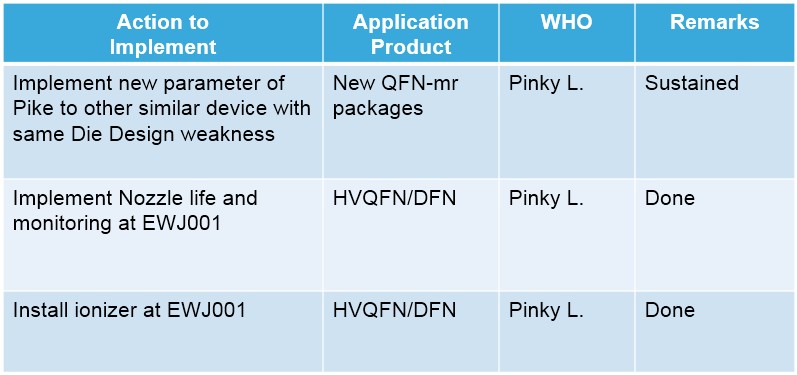
推廣方案
為了最大限度利用這個研發專案的價值,需要將專案組在研究過程中所積累的全部知識經驗推廣到其它的QFN-MR產品製造過程。
成本節省
在對改正措施的效果進行驗證後,項目組還估算了這些措施可以節省的成本。
經意法半導體卡蘭巴工廠IE核准,總計節省成本38.251萬美元。
結論
本文論述了深度分析統計方法可有效解決最終測試過程中的電源電流失效問題。運用統計分析知識和對資料和缺陷現象的瞭解,有助於找到缺陷的真正根源。綜合試驗設計降低了水刀製程對電流失效的負面影響。引入烘烤製程顯著降低了元件電測試期間的電流抑制比發生率。失效率連續降低以及產品電測試良率總體提高,充分證明了驗證糾正措施的正確性及其效果。
建議
建議長期落實已認可的糾正措施,以穩定電源電流性能。六個西格馬方法論(逐步深挖問題,識別並驗證問題根源,在使用現有資源且不大幅增加成本的前提下取得大幅改進)是解決製造難題的有效手段,在解決類似問題中應該推廣這種方法。同時還推薦連續標杆分析法,這有助於企業改進流程,躋身業界前列。
(本文作者Antonio R. Sumagpang Jr.、Francis Ann B. Llana、Ernani D. Padilla任職於意法半導體卡蘭巴工廠封裝製造部)