受到中國大陸崛起的影響,台灣的橡塑膠產業正面臨前所未有的挑戰,除了利潤受到低價策略的衝擊外,市場占有率也受到快速增加的業者數量的考驗;另一方面,近年來全球環保意識的抬頭,諸多的政策和法規,都增加了業者經營的難度,除了要面臨更高的營運成本,社會與論的要求也讓業者難以因應。
「台灣目前橡塑膠或說塑膠產業其實處境都蠻艱困的。」
財團法人精密機械研究發展中心(PMC)智慧化設備發展組專案經理范耀仁直指,單單一家陸廠海天,其產量就比所有台灣橡塑膠廠加起多,說明中國大陸崛起,是台廠最大的競爭對手。
范耀仁說,中國大陸橡塑膠產業發展至今供應鏈完整,台灣廠商功不可沒。他舉例,二、三十年前從廣東運送玻璃瓶裝的醬油至北京,「恐怕會破一半。」台灣扶植相關技術,使得塑膠瓶裝在對岸大量普及後,他們自己才來做射出機。
電動車釋放利多 塑膠產業複合材料是大勢所趨
電動車釋放利多,由於鋼鐵使用非常耗能,塑膠產業複合材料使用將是大勢所趨,自單純金屬沖壓變成複合材料射出纖維。范耀仁以汽車油門踏板為例,從鋼鐵變複合材料將降低60%重量,傳動軸等零組件平均也將減輕40%到60%重量,「以後汽車會比現在至少輕一半。」
范耀仁分享一個先進環保概念,「環不環保是要看原料生到死整個歷程。」一般人或許認為紙張比塑膠來得環保;事實上,紙張需要砍樹,製程須大量用水,回收時又須大量用水,碳足跡、資源浪費大於塑膠。不過,傳統鋼鐵易於資源回收,一噸鐵幾乎可回收90%,塑膠複合材料做成車,由於較純塑膠強韌堅固,如何去除當中的纖維,使其能進入回收系統,這將是未來每年六、七千萬輛電動車產業最大的挑戰之一,同時帶動國內產業轉型。
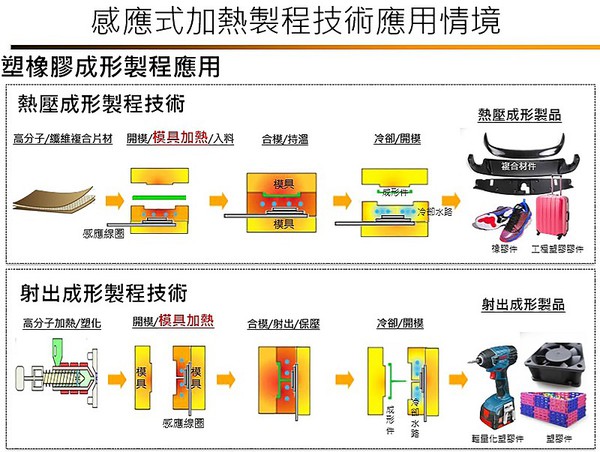
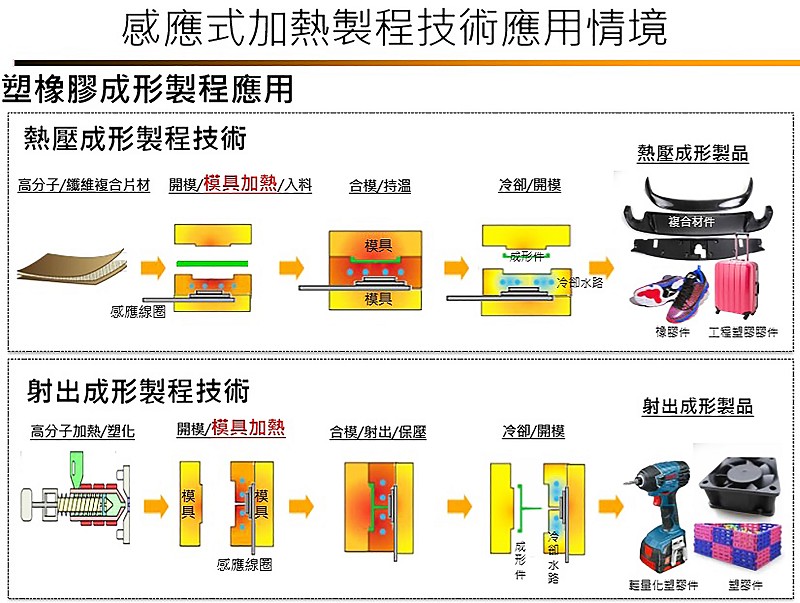
| 圖2 : 感應式加熱製程技術應用情境。(PMC提供) |
|
「台灣並不適合拚量,就算全台灣土地拿來發展橡塑膠機也拚不過中國大陸。」范耀仁強調,泛用型的機台,例如:一台沒有講明適用範圍的三軸工具機,「在十年前這種玩法就已經不行!」客製化走利基市場(niche market)才能突圍。他說,台灣橡塑膠機領導品牌,射出手機殼、鏡頭,噸數一樣,但機台調校、加溫模式完全不一樣,就像是市售水波爐控制面板有選單項目,橡塑膠機業者同樣必須提供類似菜單的解決方案,因應需求。
0
此外,台廠擅於團體作戰,也是競爭優勢之一。譬如:各大手機廠牌發展手機防水,關係到內部防水膠圈等射出技術,攸關射出機的改良。當製造手機殼廠商接到手機客戶需求後,很可能會找射出機夥伴來討論,因為手機防水類似汽車天窗的防水,儘管scale不同,但know-how可以拿來互通,水平整合以達成目標。
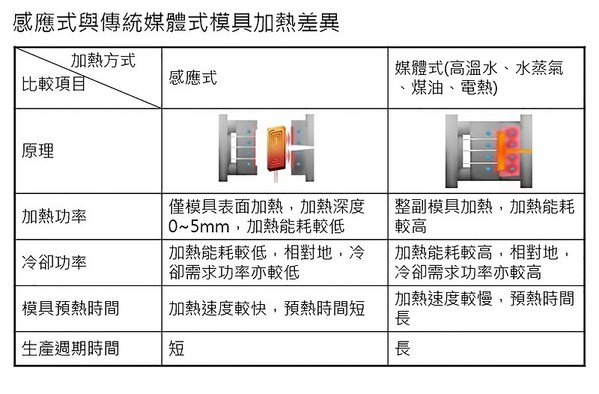
| 圖3 : 感應式與傳統媒體式模具加熱差異比較圖。(PMC提供) |
|
機聯網終結橡塑膠機的資訊孤島時代
政府推動智慧機械,橡塑膠機的機聯網是PMC很重要的業務,特別是資料可視化。以往機台間彼此都是資訊孤島,人扮演其中資訊傳遞角色;然而,這也無可避免的造成資訊落差、錯誤等。因此企業資源計畫(ERP)、製造執行系統(MES)相繼出現,改善如是謬誤。范耀仁疾呼,引入機聯網用意並非為了取代人,或是實現無人工廠;相反地,這是為了要使整體的產量增加。
范耀仁指出,人的價值不應該在按按鈕、開關機之上,橡塑膠機已經非常自動化,那麼人的價值在哪裡?他說,過去一人顧一個機台,四名員工顧四個機台;導入機聯網一個人可以顧四個機台,將人力多重彈性運用,原來的四名員工等於可以管理16個機台,規模變大,台灣機會就在這裡。

| 圖4 : PMC智慧化設備發展組專案經理范耀仁。(攝影/王景新) |
|
從進出口數字來看,橡塑膠機、塑膠業持續成長。量出來,就要搭配更好管理方式,機器之間連線,以期資料可視化,達到資訊透明。范耀仁曾到德國蔡司參訪,德國廠有個螢幕顯示上海廠同班別地產量是多少,藉此砥礪員工不落人後。他話鋒一轉,譬如開車,一直看著儀表板是走不到目標的,「重點不在資訊可視了,而是可視了該怎麼做?射速、設壓、稼動率等優化才是關鍵。」
挑戰跨廠牌相聯成橡膠機械是升級關鍵
機聯網最大的挑戰不在自家機台,而是如何跨廠牌相聯,畢竟,連同一家廠商的機台,不同年份、版本都難以相聯,拜歐洲協議出OPC UA通訊協定,加上PMC的技術、經驗,能成功解決台廠間不同橡塑膠機械的機聯網問題。
關鍵技術部分,PMC還提供感應加熱技術,採用非接觸式加熱,模具升溫速率快,可縮短生產週期。僅加熱模具內部,加熱及冷卻能耗低;不需安裝鍋爐及管線配置;採用模內溫度控制,製程穩定度高。
精密成形多穴熱澆道智慧化監控技術則輔導成形設備業者,及控制系統業者共同開發熱澆道製程溫度管制人機介面技術,並導入多穴成形升溫時間差即時補償技術,協助射出成形加工業者(應用端)完成 多穴精密光學元件成形溫度調控,使多穴熔膠充填時間差控制在0.18秒內,重量誤差控制在0.12克內,提升其成形精度與品質穩定性。