由於成本考量,業界大多應用真空輔助樹脂轉注成型(Vacuum Resin Transfer Molding, VARTM)製程製造風力葉片。VARTM是將樹脂以真空抽氣方式降低模穴內壓力,利用模具內與外界大氣壓力之壓力差,將樹脂注入至鋪設於單面模具上的纖維布,生產出纖維含有率達六成以上複合材料產品,是效率高且不失品質的製程。
由於VARTM製程週期長,會選擇黏度低、反應非常緩慢的樹脂材料,以確保樹脂在充填階段時不會因為反應硬化而無法繼續充填。充填階段樹脂黏度同時受到溫度、剪切率、轉化率(即樹脂熟化反應程度的百分比)影響,當轉化率上升使黏度提高至可脫模程度時,就定義為熟化完全。
若樹脂尚未完全熟化便脫模,會造成產品發生非預期的變形。為解決此難題,須先透過材料量測精確掌握熟化反應與化學流變特性,再利用Moldex3D的非恆溫真實三維模擬技術,預測不同熱固性樹脂材料性質的差異對製程的影響。以下是以碳纖維葉片外蒙皮案例,應用非恆溫真實三維模擬技術,探討不同樹脂在充填、熟化階段時流動性質和熟化程度的差異。
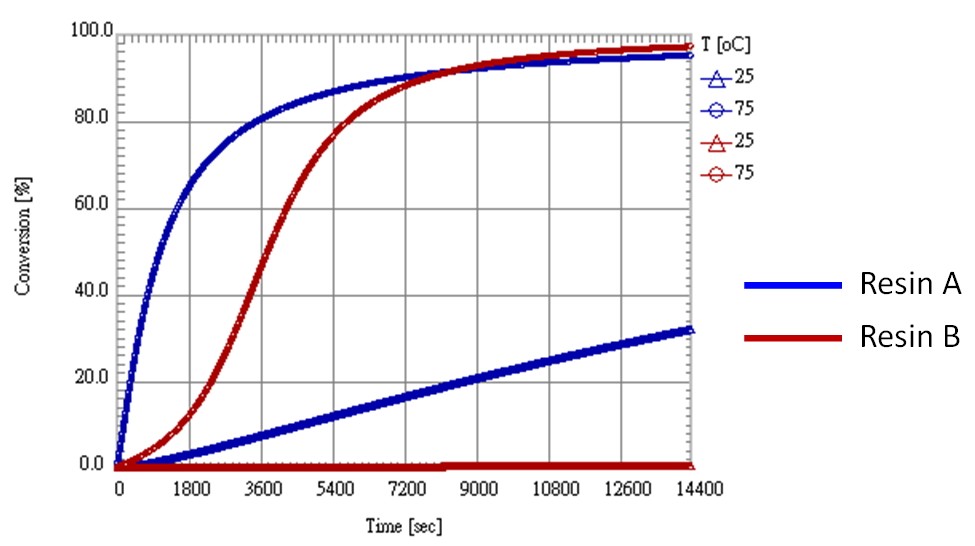
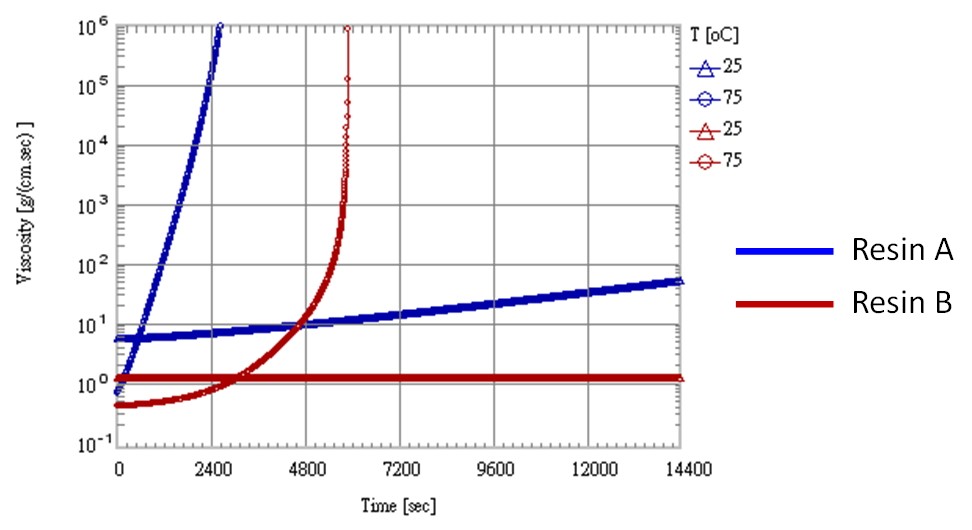
首先以材料量測精確的掌握材料的熟化反應與化學流變特性,再以Moldex3D材料精靈比較A、B兩種樹脂於25℃和75℃下4小時內轉化率和黏度變化趨勢,如圖一和圖二。樹脂量測結果可看到B樹脂在相同反應時間下轉化率和黏度都較A樹脂低。
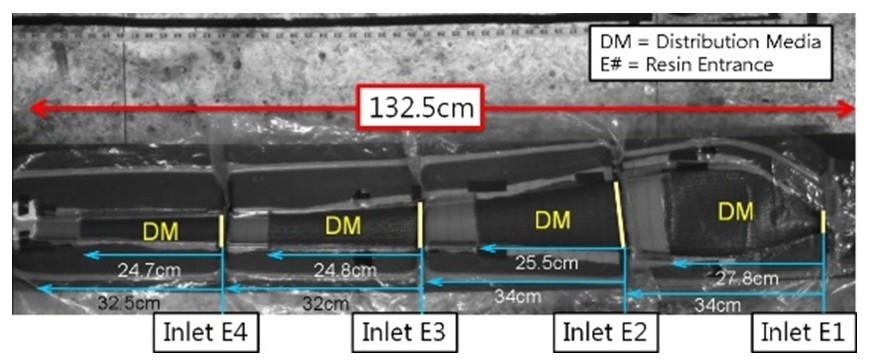
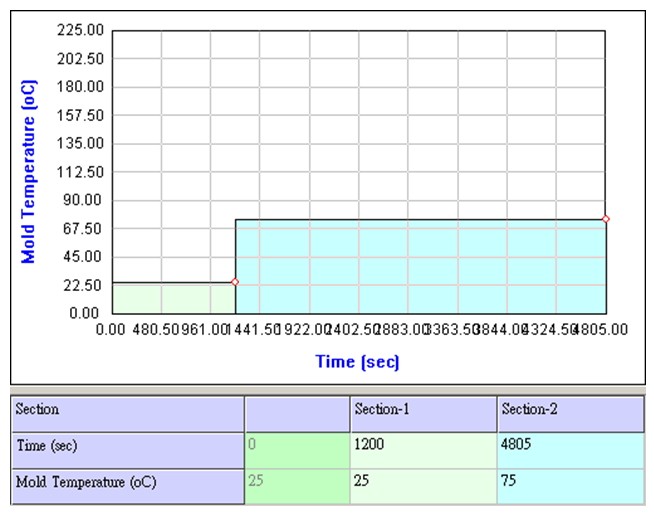
本案例使用的模型為1kW風機葉片單面模具,實驗疊層佈置與建立模型如圖三、圖四所示。當充填達99.8%時進入熟化階段,此時為了使樹脂在高溫快速硬化反應以更早達到脫模條件,所以將模溫設定從充填階段的25℃提升至75℃(圖五)。
分析結果利用圖四之感測節點輸出外蒙皮加工過程的參數分布,分別觀察A、B樹脂在各階段轉化率、黏度和所費時間,如表一所示。結果顯示A樹脂雖然黏度高、充填久,但熟化時間較短;B樹脂易充填,熟化時間卻較長。兩種樹脂總加工時間分別為2.5小時和2小時,雖然相近,但充填和熟化時間卻差異甚大;B樹脂會因為黏度低且易充填的特性,加工性優於A樹脂。由此顯示,在設計加工前先了解材料特性,勢必可減少試誤時間。
|
A樹脂 |
B樹脂 |
充填前 |
轉化率 |
0% |
0% |
黏度 |
710cps |
154cps |
充填階段 |
時間 |
1hr 27min |
17min |
轉化率 |
~11.5% |
0% |
黏度 |
1300 cps |
154cps |
熟化階段 |
時間 |
1hr |
1hr 44min |
轉化率 |
75.00% |
81.40% |
黏度 |
Completely Cured |
Completely Cured |
(1.3×109 cps) |
(2.5×108 cps) |
總製程時間(充填+熟化) |
時間 |
2hr 27min |
2hr 1min |
@表一:A、B樹脂於各階段之轉化率、黏度和時間
現場製造時一般不易掌握正確的熟化時間,尤其當增加模溫時反應速率差異甚大,材料特性就更難掌握。藉由Moldex3D材料精靈掌握不同樹脂的材料特性,以及Moldex3D流動分析來預測充填階段的樹脂流動行為與熟化階段的樹脂熟化反應,利用電腦試模程序找出最適合的模溫與適當的加工參數,作為實際充填設計的參考依據,能精確分析並比較製程設計。