知名車商福特汽車(Ford Motor)從巧克力中的蜂巢狀得到靈感,近年開始使用MuCell微細發泡技術製造新材質,進行輕量化車用產品計畫。由於MuCell製品在達到輕量化的同時,仍可滿足產品所需的結構強度,現今已成為業界競相導入的技術,以實現產業升級的目標。
在微細發泡製程中,為達到輕量化目標,生產端會在進行生產前模擬評估時,藉由切換機台的螺桿位置來滿足產品減重數值。然而,以往在進行設計前的模擬評估時,僅能藉修改速度壓力切換點(VP)來修改進料量,且不斷地試誤才能達到減重目標。現在設計者透過Moldex3D可以直接鎖定MuCell製程的減重比,輕鬆達成輕量化設定目標,設計者後續僅需針對發泡結構強度進行評估,無須耗費時間在調整減重目標設定。以下將介紹如何透過Moldex3D MuCell解決方案來設定熔膠射出重量功能。
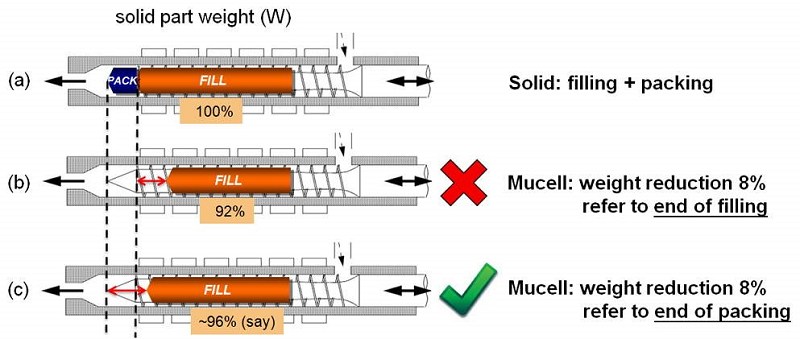
如圖一所示,假設利用MuCell製程希望達成的減重目標為8wt%(意即比傳統實心塑膠件輕量8%),實心塑件的製程中,除了充填階段熔膠填滿模穴外(如圖一(a)所示),尚有保壓階段持續增加模穴內熔膠重量。因此若設定MuCell製程的VP切換點為減重比的量值(如圖一(b)所示),等於忽略實心塑件保壓階段所增加的產品重量,會使得最終產品減重過多;所以需要不斷調整VP切換點以滿足產品重量(如圖一(c)所示)。
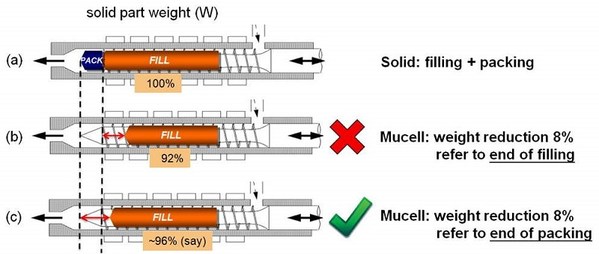
| 圖一 : 傳統藉由不斷調整VP點以達輕量化的試誤方法 |
|
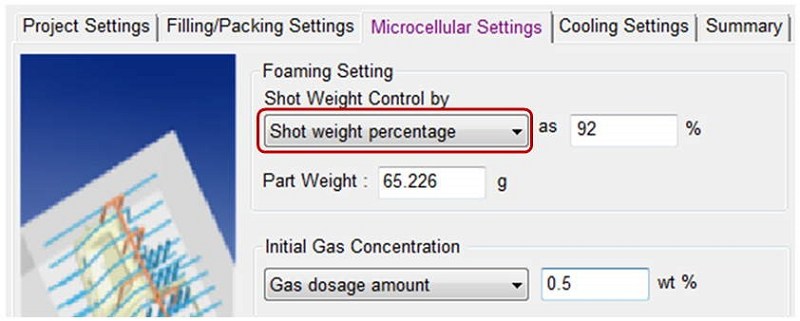
Moldex3D MuCell 解決方案的使用者僅需在設定參數時,輸入實心塑件的重量(含流道重量),以及在射出重量控制(Shot weight control)中選擇射出重量百分比(Shot weight percentage) (如圖二所示),即可鎖定減重比,直接得到與成品相符的減重結果。
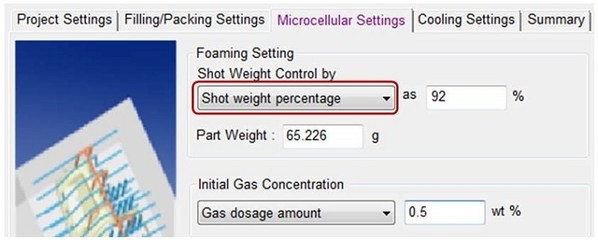
| 圖二 : 使用者可在設定參數時選擇射出重量百分比,以鎖定減重比 |
|
鎖定減重比之後,接下來軟體會自動監控每個時間點的模穴重量,當模穴重量到達目標重量時,即不再進料;如圖三所示,實心塑件最終重量為65.23克(保壓時間為5秒),使用CAE輸入減重比模式,MuCell 塑件最終重量為60.39克,減重比為7.4wt%,非常接近8wt%的減重目標設定值。
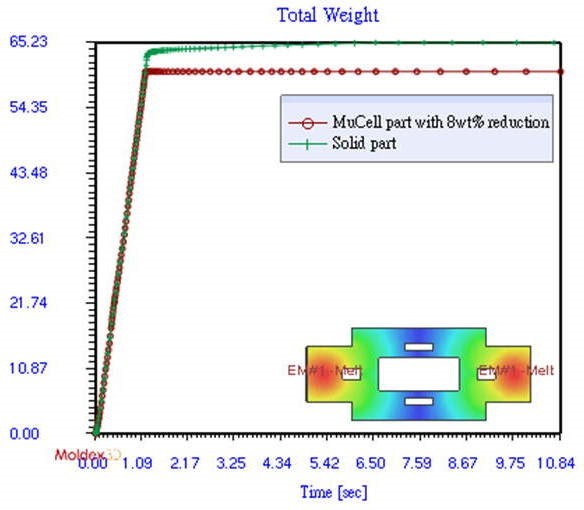
| 圖三 : 利用Moldex3D鎖定減重比,MuCell 產品最終減重比相當接近設定目標 |
|
隨著「工業4.0」的興起,製造業生產交貨時程日益縮短,效率成為企業致勝的關鍵。Moldex3D MuCell 解決方案的固定減重比功能,大幅縮短達到輕量化所需的試誤成本,提升設計和製造端的溝通效率,讓企業能在工業4.0革命下,有效獲得轉型能量。