科技的演進,產業自動化發展成一個新興產業,先進國家無不開發自動化相關科技產品並提高產品品質。加上大陸低工資影響,對台灣傳統產業產生更大衝擊,所以自動化生產為國內必須導入之技術。工廠自動化生產,生產線數量龐大,管理者難以監控全部生產線,我們要有效對正在進行生產線追蹤觀察,掌握生產線運作狀態控制與人力效率,生產監控系統是必備。外面一套監控系統可能要數十萬,我們秉持低成本策略來開發。本生產監控系統可以輸入該次生產線資料號碼,然後紀錄生產線工作人員作業登陸時間與登出時間,生產線機台運作資料,以上功能在硬體上面可以在LCD上顯示出來。電腦端我們使用Visual Basic撰寫使用者介面,我們規劃32個方格,每一個方格代表一個生產監控系統,當我們點選方格會出現生產線資料號碼、生產線工作人員作業登陸時間與登出時間、生產線機台運作訊號,提供給管理者在主監控PC端觀看目前運作強況。以現今我們可以將此產品應用在工廠生產線監控,觀看生產線運作情況是否良好、人員出勤狀況方便管理者調整產線人員分配、生產線生產效率、以及多方生產線同時監控,讓老闆或管理者可以清楚了解機台使用率,而增加該產品生產力。
- 1.讓生產線機台工作人員,透過操控盒輸入資訊,例如:傳票號碼、工作人員編號、工作人員是否在線上工作。
- 2.管理者則是透過人機介面,觀看操控盒(生產監控系統)輸入的資訊例如傳票號碼、工作人員編號、工作人員幾點上班幾點下班、目前生產線懺品之累積量,在人機介面也可觀看哪個機台是否運作。
- 3.透過RS485傳輸穩定、傳輸距離遠特性,將每個操控盒資料回傳到電腦,多組同步更新資料,方便管理者輕鬆管理工廠所有生產線狀況。
設計概念
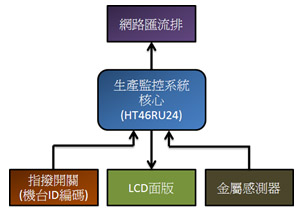
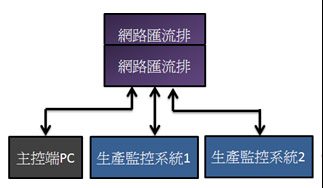
每個生產線監控系統都有一個HT46RU24晶片作為主核心,我們利用到晶片多組I/O埠功能、UART功能與TIMER功能,HT46RU24抓取機台ID編碼、金屬感測器資料,透過LCD面板與網路匯流排,將資料傳送出去,使用者可以在生產監控系統LCD螢幕觀看顯示資訊,管理者可在生產監控系統PC端觀看多個生產線資料,如圖1與圖2所示。
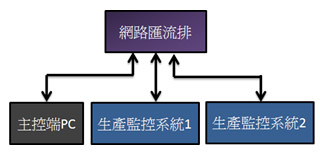
| 圖一 : 多組生產監控系統同時將資料傳到主控電腦架構圖 |
|
電腦監控介面
主要由Visual Basic 6 撰寫設計的電腦監控介面,讓管理者使用桌上型或是筆記型電腦透過電腦監控介面,輕鬆得知目前機台運作情況,最多可以觀看32個機台狀況如圖3所示:
電腦監控介面分為3區:
A區:可以觀看目前日期時間。
B區:每一格代表一台機檯資訊顯示區,最多可以觀看32條生產線資訊如人員登 出入時間、生產量、傳票號碼、機台累積運作時間如圖4。
C區:使用者設定傳輸通訊格式。
硬體架構:
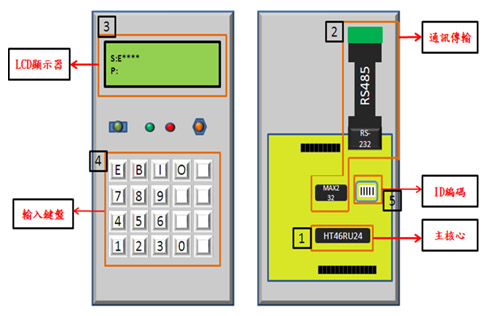
電路可分為5大部分,分別為1.生產監控系統主核心、2.通訊傳輸、3.LCD顯示器、4.輸入鍵盤、5.生產機台ID編碼。如圖5所示:
主核心:
主核心為HT46RU24,用來控制整個生產監控系統裝置,例如:5X4鍵盤使用9PIN I/O埠來讀取,讀取使用者鍵盤輸入之值,其鍵入資料顯示資訊送到LCD面板,而生產資訊透過UART接收或傳輸到主監控端…等等。
通訊傳輸:
傳輸資料透過UART傳送到MAX232晶片,MAX232晶片再透過RS232轉RS485裝置,傳輸資料到主監控端。我們將RS485透過網路線與HUB可以作多組生產監控系統傳輸與遠距離資料傳輸。
LCD顯示器:
在一個20字*4行LCD面板,人員在線上操控資訊,與人員登入登出狀況由LCD顯示,方便人員輸入時可以觀看目前資訊輸入有無錯誤,生產量數量是否有誤…等一些訊息。
輸入鍵盤:
使用4*5鍵盤,有0~9數字鍵、四個英文按鍵、確認鍵、重設建、停止鍵、開始鍵、輸入鍵、修改鍵,使用者可以透過以上按鍵來作功能操作。
ID編碼:
在每個生產監控系統,都有一組指撥開關,可以讓使用多組監控系統使用者自行編碼每台ID,目前我們設定最多可以編碼32組,方便管理者知道哪個生產線配哪個監控系統。
功能介紹:
我們將電源打開,進行生產線單號輸入,與作業人員ID輸入,並開始監控生產線:
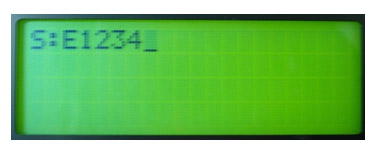
1. 打開電源LCD背光亮並顯示S:,等待使用者輸入傳票號碼如圖6所示。
輸入生產線號碼,例如:E1234,如圖7,輸入完畢鍵入”輸入鍵” 。
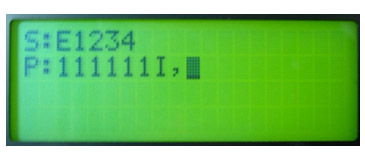
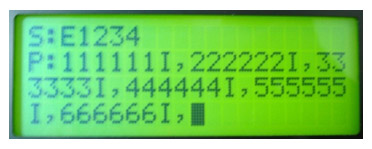
輸入登入人員ID號碼,例如人員ID1-111111輸入完成後,鍵入”IN鍵”,人員ID號碼後面出現英文字母(I),接著鍵入”輸入鍵” 指此第一組人員ID-111111登入如圖8,最多可建立6組人員ID,如圖9。
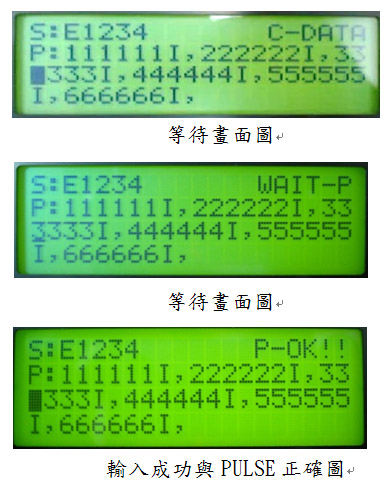
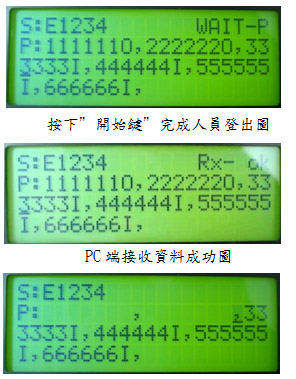
確定人員鍵入完畢按下”開始鍵”,LCD依序顯示C-DATA WAIT-P(此功能為等待生產線開始運作,約等待一段時間)如圖10、圖11,確認該生產線已正常運作後會在LCD顯示P-OK如圖12。
們透過電腦軟體介面,觀看剛剛輸入生產線號碼、人員登入ID、登入登出時間與生產線之產量數如圖13,最多可以看32台機檯運作情況如圖14。
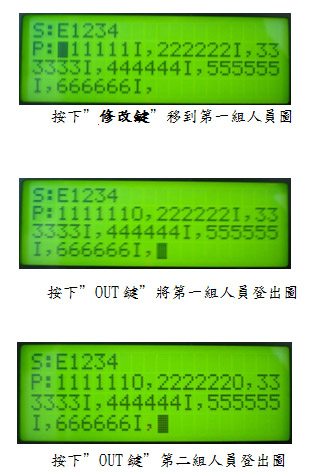
人員有增加或退出按”修改鍵”做修改,按下修改鍵次數黑色指標會顯示在六組人員ID號碼相對位置進行修改,以下示範登出第一、二組人員:
1. 首先按下”修改鍵”移到第一組人員位置。
結論:
現在工廠無不往自動化生產,而且數量龐大,我們做出這一套低成本生產監控系統,讓老闆透過一個螢幕就清楚明白現在每個生產線運作狀況,替老闆節省原本要逛整個廠房所需要的時間,也讓老闆可以以現在每台監控系統所顯示資訊,做立即人力調配提高生產線生產效率,一次解決老闆管理龐大生產線,對老闆來說時間就是金錢,時間不適用來浪費在不該浪費地方,所以我們生產監控系統是老闆的幫手。
<作者為國立雲林科技大學 電機工程所>
--本文由盛群半導體提供--